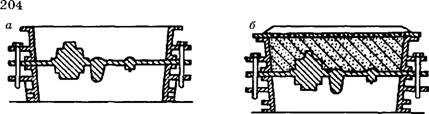
щью поворотной колонны (рис.5.50). После уплотнения смеси в опоке (рис.5.50, а) полуформа 1 вместе с модельной плитой, встряхивающе-прессовым механизмом 2 и прессовой колодкой 4 поворачивается в цапфе 3 на 180° (рис.5.50, б). После освобождения полуформы от пневмозажимов она на прессовой колодке 4 опускается вниз, что обеспечивает плавное извлечение модели. Готовая полуформа транспортируется на сборку, а встряхивающе- прессовый механизм возвращается в исходное положение.
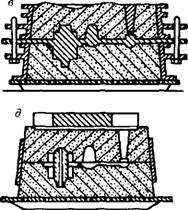
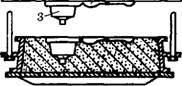
На формовочных машинах моделей 232-236, применяемых при изготовлении нижних полуформ, извлечение моделей, как правило, осуществляется при помощи перекидного стола
(рис.5.51), обеспечивающего выдачу полуформ разъемом вверх, т.е. в положение, удобное для установки стержней и сборки форм. Кроме того, эти машины (так же, как и машины с поворотной плитой и поворотной колонной) следует применять при формовке моделей со сложной конфигурацией, когда в нижней полуформе имеются массивные и высокие сырые выступающие части формы, а также при использовании подсушиваемых, химически твердеющих и самотвердеющих смесей. После уплотнения смеси в опоке (рис.5.51, а) стол 4 машины с закрепленной модельной плитой 3 и полуформой 2 перекидывается на вынесенный в сторону приемный стол 5 (рис.5.51, б), который для этой цели поднимается вверх. После отсоединения опоки от модельной плиты приемный стол 5 с полуформой 2 опускается вниз, способствуя тем самым извлечению из нее модели 2.
При использовании машинной формовки для облегчения извлечения модели из полуформы применяют пневматические, турбоинерци- онные или электрические вибраторы, обеспечивающие вибрацию модельной плиты и нарушение тем самым адгезионных связей между ней и формовочной смесью.
|
2 б |
|
Рис.5.51. Схема извлечения модели из формы на машине с перекидным столом |
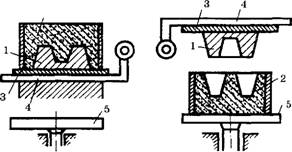
Изготовление форм на одной машине применяют в условиях
серийного или массового производства мелких отливок массой до 5-6 кг. Процесс
формовки осуществляется с использованием двухсторонних модельных плит и
специальных съемных опок, обеспечивающих получение безопочных форм (рис.5.52),
на кото-
|
|
|
|
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.