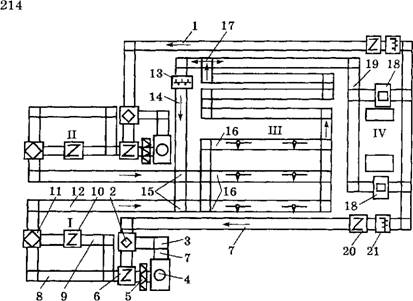
В механизме вытяжки 13 модель извлекается при опускании формы вниз. Далее полуформы разъемом вверх направляются на передаточную тележку 15, а модели — в кантователь 14, где поворачиваются на 180°, обдуваются сжатым воздухом, опрыскиваются разделительным покрытием, поступают на подъемный стол 5 и далее на позицию сборки с опокой 9.
Готовые полуформы передаточной тележкой 15 перемещаются на две транспортные ветви для верхних и нижних полуформ, где осуществляются операции отделки, окраски, установки стержней и т.д. Далее верхние полуформы поступают в кантователь 16, где поворачиваются на 180°, а затем — в сборщик форм 17, куда синхронно подаются и нижние полуформы. На позиции грузоукладчика 18 собранная форма устанавливается на предва рительно очищенный на позиции 19 поддон, нагружается грузом и перемещается на участок заливки 21. Залитые формы, переме-
|
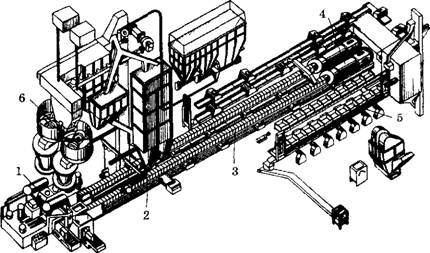
Рис.5.59. Автоматическая линия безопочнои формовки |
щаясь, охлаждаются в кожухе 22, оснащенном вытяжной вентиляцией. На третьей ветви охлаждения (позиция перекладчика грузов и поддонов) происходит снятие груза и форм с поддонов. Залитые охлажденные формы перемещаются к линии выбивки без груза и поддона. Перемещение форм с одной ветви на другую осуществляется с помощью поворотных столов 20. Производительность такой формовочной автоматической линии составляет 60 форм в час.
В настоящее время широко распространены, особенно в литейных цехах массового и крупносерийного производства, автоматические линии безопочной горизонтально- и вертикальносто- почной формовки, которые используют, как правило, для получения отливок массой до 80-100 кг. В основе работы формовочных автоматов, входящих в состав линий, лежит пескодувно- прессовый метод уплотнения песчано-глинистых смесей.
На рис.5.59 представлена автоматическая линия безопочной горизонтально-стопочной формовки с вертикальным разъемом формы, имеющая производительность около 300 форм/ч. В состав линии входит пескодувно-прессовый автомат 1 безопочной формовки челночного типа, который последовательно выдает формы на две горизонтально-стопочные транспортные ветви. На участке 2 производится заливка форм и их транспортировка через участок охлаждения 3 на участок взбивки, оснащенной выбивными решетками или галтовочными барабанами 4. После выбивки отливки в коробах 5 подаются на операции зачистки, а смесь после соответствующей подготовки — в систему смесеприготовления 6.
В последние годы все большее распространение в литейных цехах получают автоматические формовочные линии на базе формовочных машин импульсного уплотнения опок размерами до 1500x1000 мм. На рис. 5.60 представлена схема подобной линии, работающей на Бежицком сталелитейном заводе. Линия состоит из участков изготовления и сборки форм I и II очереди, заливки и охлаждения форм III, взбивки IV.
На каждом участке изготовления форм одновременно можно использовать три пары модельных комплектов. Опоки после выбивки роликовым конвейером 1 перемещаются для установки на позицию механизма 2. Здесь они поднимаются подъемным столом в верхнее положение. При опускании стола опоки зависают на поворотных кронштейнах (при подъеме опок кронштейны раздвигаются). На стол приводным конвейером подается модельная плита, и при следующем ходе стола вверх она соединяется с опокой. Штыри модельной плиты заходят во втулки опоки. Облицовочная смесь из бункера-дозатора засылается в опоки. Модельная плита с опокой перемещается на стол 3, после чего подъемный стол опускается.
|
Рис.5.60. Схема автоматической линии на базе импульсных формовочных машин |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.