При обрубке отливок следует соблюдать правила личной безопасности: работать только в защитных очках; применять исправный инструмент; содержать в исправности предохранительные сетки, экраны, щиты и т.п., не обрубать горячие отливки (температура отливки должна быть меньше 70 °С); предупреждать возможность падения отливок с верстаков, эстакад, стеллажей, козел и др.
Основными факторами, создающими опасность работы на обдирочно-шлифовальных станках, являются большая окружная скорость абразивных кругов и обильное выделение кварцевой и абразивной пыли. Превышение скорости вращения абразивных кругов, неправильная их установка на шпинделе станка создают дополнительные напряжения в круге, вызывающие образование трещин и его разрушение. Поэтому перед началом работы абразивные круги подвергаются испытанию. Проверка производится в течение 5 мин для кругов диаметров 150-475 мм и 3 мин для кругов диаметром свыше 500 мм. Старые и реставрированные круги испытываются в течение 10 мин. На каждом проверенном круге делается отметка об испытании.
На переносных пневматических обдирочных станках резкое увеличение частоты вращения абразивного круга может произойти из-за переувлажнения сжатого воздуха. Поэтому надо тщательно следить за влажностью сжатого воздуха и периодически продувать подводящие шланги. Опасность разрыва круга резко возрастает при окружной скорости выше 55 м/с. Поэтому целесообразная окружная скорость для плоских кругов должна быть не выше 30-35 м/с, а для кругов на бакелитовой связке — не выше 40-50 м/с.
Абразивный круг на станке должен обязательно иметь предохранительный кожух, который закрывает всю нерабочую часть круга. Подвижный щиток кожуха устанавливается в зависимости от величины обрабатываемой отливки, т.е. регулирует величину открытой части круга
При зачистке мелких отливок на стационарных абразивных станках следует строго следить за правильной установкой подручника. Зазор между абразивным кругом и подручником не должен превышать 1,5-2,5 мм, верхняя плоскость подручника должна находиться ниже горизонтальной оси круга на 2-5 мм.
Не допускается работа на станках при отсутствии защитных экранов, предохранительных очков и вытяжной вентиляции.
10. КОНТРОЛЬ КАЧЕСТВА ОТЛИВОК
10.1. классификация дефектов отливок по видам и причины их возникновения
В соответствии с ГОСТ 15467-79 качество отливок — это «совокупность свойств отливок, обуславливающих их пригодность удовлетворять определенным потребностям в соответствии с их назначением».
Высокое качество отливок обеспечивается использованием современных технологических приемов их получения, а также методов технического контроля. Технический контроль в литейном производстве, являющийся важнейшим звеном в системе управления качеством отливок, охватывает широкий круг вопросов, связанных с контролем материалов, технологических процессов и готовых отливок.
Контроль качества связан с обнаружением различных дефектов.
ГОСТ 19200-80 устанавливает пять групп дефектов: несоответствие по геометрии, дефекты поверхности, несплошности в теле отливки, включения, несоответствие по структуре.
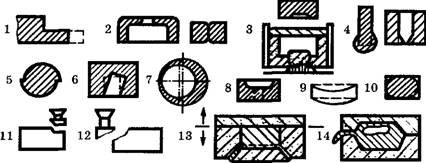
Несоответствие по геометрии (рис. 10.1) включает в себя следующие виды дефектов: 1 — недолив, 2 — неслитина, 3 — обжим, 4 —подутость, 5 —перекос, 6 — стержневой перекос, 7 — разностенность, 8 — стержневой залив, 9 — коробление, 10 — недолив, 11 — зарез, 12 — вылом, 13 — прорыв металла, 14 — уход металла.
Недолив — дефект в виде неполного образования отливки вследствие частичного незаполнения полости литейной формы металлом при заливке.
|
Рис.10.1. Схематическое изображение дефектов отливок по несоответствию по геометрии |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.