6.7. окраска, отделка, контроль и хранение стержней
Для
получения отливок с высоким качеством поверхности и предупреждения пригара
стержни из песчано-масляных смесей перед сушкой обычно окрашивают водными
противопригарными покрытиями. В случае использования песчано-смоляных или
жидкостекольных смесей, отверждаемых в оснастке, покраску стержней осуществляют
самовысыхающими покрытиями.
Наносят противопригарные покрытия на стержни следующими способами: окунанием, кистью, пневматическим распылителем, безвоздушным распылением, натиранием.
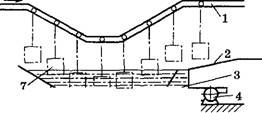
Окраску окунанием (погружением) выполняют в стационарных ваннах. Краску в них подают насосом, а при малых объемах окрашиваемых стержней — заливают вручную. В зависимости от объемов и габаритных размеров стержней их погружают в ванну вручную, пнев- мо- и электроподъемниками или подвесными конвейерами с непрерывным или периодическим движением транспортной цепи. При применении непрерывных конвейеров используют ванны окунания, при этом их длина должна быть достаточно большой, так как конвейер над ванной должен иметь спуск и подъем (рис.6.35). При применении конвейеров периодического действия за время их остановки осуществляется автоматический подъем ванны или опускание подвески со стержнем, что позволяет ограничить размеры ванны размерами подвески со стержнем.
После окраски стержней окунанием необходимо дать стечь краске со стержня. В это время под стержнем или под подвеской со стержнем должен находиться приемный лоток 2 для краски, которая самотеком или насосом возвращается в ванну. Достоинствами метода окраски стержней окунанием являются простота установок и незначительные трудозатраты на окраску, а недостатками — неравномерность окраски стержней с особо сложными контурами, ограниченность применения самовысыхающих красок из-за их повышенной пожароопасности и быстрого испарения растворителя.
|
а^ ^утиттШп i 5 Рис.6.35. Схема конвейерной окраски стержней окунанием: 1 — подвесной конвейер непрерывного действия; 2 — сточный лоток; 3 — отделение забора краски; 4 — насос; 5 — подача краски; 6 — ванна с краской; 7 — подвески со стержнями |
Окраска стержней кистями является наиболее простым и
универсальным способом. Преимуществами этого способа окраски являются
незначительные потери противопригарных красок и отсутствие необходимости в
специальном оборудовании. Однако окраска стержней кистью является
малопроизводительным про
цессом и применяется лишь в условиях единичного и мелкосерийного производства
сложных и особо ответственных отливок, а также в случае необходимости подкраски
отдельных дефектных мест стержня или частей стержня, требующих многоразовой окраски.
При пневматическом распылении краска распыляется пульверизатором в виде факела, состоящего из мельчайших капелек краски.
Пневматическим распылением окрашивают стержни любых размеров и почти любой конфигурации, при этом получают равномерно окрашенные, без потеков поверхности стержня. Поэтому указанный способ окраски стержней является универсальным и наиболее широко распространенным в литейных цехах. К недостаткам пневматического распыления относят большие потери краски и, следовательно, большой их удельный расход, необходимость применения окрасочных камер, оборудованных специальными вентиляционными устройствами с очисткой удаляемого воздуха, и значительные расходы энергии на приточную вентиляцию.
Безвоздушное распыление заключается в том, что противопригарная краска подается к соплу распылителя под высоким давлением сжатого воздуха. Создание факела, образующегося из мельчайших частиц краски, достигается за счет резкого падения давления (до атмосферного) краски при выходе ее из сопла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.