Эксцентриковые пресс-кусачки используют для обрезки литников, прибылей, выпоров, заливов у отливок из цветных сплавов, а также из ковкого чугуна после отжига.
Ленточные пилы позволяют обрезать прибыль и литники у отливок из цветных сплавов с площадью сечения до 150x150 мм или диаметром до 220 мм.
Станки с дисковой пилой предназначены для отрезки прибылей на мелких и средних стальных отливках.
Для крупных отливок, изготовленных из различных сплавов, используют огневую резку — газокислородную, газопламенную, кислородно-флюсовую, газоэлектрическую или воздушно- электроконтактную.
В настоящее время широкое распространение получают автоматы и полуавтоматы для абразивной зачистки отливок в массовом производстве. Конструкция этих станков предусматривает сменные приспособления, обеспечивающие быстрое и надежное крепление отливок, автоматическую принудительную подачу и высокие скорости резания (50 мм/с).
Рациональное размещение очистного оборудования с поточным выполнением всех операций позволяет получить максимальную производительность труда на данном участке.
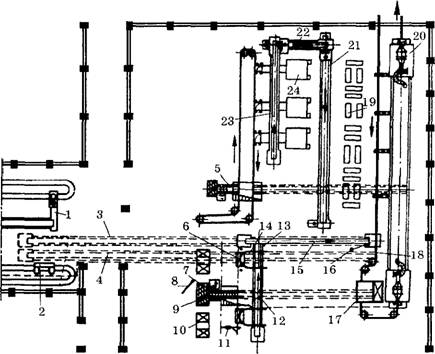
На рис.9.17 приведена схема размещения очистного оборудования в чугунолитейном цехе при поточном выполнении операций. Выбивка отливок из форм осуществляется на автоматических установках 1 и 2 с последующим охлаждением на конвейерах 3 и 4 для мелких (до 10 кг) и средних (до 60 кг) отливок. Охладительные конвейеры расположены в проходных туннелях на глубине 4,5 м. Охлажденные отливки перегружаются на пластинчатые конвейеры 5 и 9 и передаются на последующие технологические операции. Мелкие отливки после визуального контроля и сортировки цепным конвейером направляются в дробеметные барабаны 24, откуда после очистки по транспортерам 23, 22, 21 поступают на рабочие места обрубщиков 19. После обрубки и контроля годные отливки подвешиваются на цепной
|
Рис.9.17. Схема размещения очистного оборудования при поточном выполнении операций |
конвейер 18, транспортирующий их в грунтовую камеру 17. После грунтовки отливки передаются в сушильную камеру, из которой на цепном конвейере поступают на склад готовой продукции.
Крупные отливки после охлаждения передаются на решетку 7, где осуществляется удаление стержней, после чего консольно- поворотными кранами 8 погружаются в короба, а затем с помощью мостовых кранов загружаются в очистные барабаны 10. После очистки отливки выгружаются на площадку, где производится их предварительная приемка. Годные отливки кран-балкой 11 укладываются на стенды 6 для обрубки и зачистки. Обработанные отливки пневмоподъемниками 14, двигающимися по монорельсу 13, укладываются на транспортеры 12 и 15, на которых производится окончательная приемка. Годные отливки консоль- но-поворотным краном 16 передаются к цепному конвейеру 18, навешиваются на крючки и транспортируются на грунтовку в камеру 17, а затем после сушки в проходной камере 20 они поступают на склад готовой продукции.
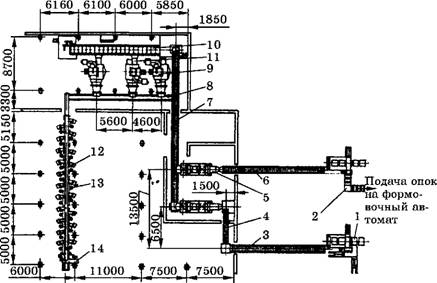
На рис.9.18 представлена поточная линия для очистки, обрубки и зачистки отливок из серого чугуна производительностью 25 тыс. т/год при массе отливки до 25 кг. Линия работает следующим образом. Отливки, выбитые из форм на автоматических выбивающих установках 1 и 2, поступают на пластинчатые
|
На обрубку и сортировку литья Рис.9.18. Поточная линия для обрубки, очистки и зачистки чугунных отливок |
транспортеры 3, 4 и 6. Отливки подаются транспортерами в галтовочные барабаны непрерывного действия 5, где производится предварительная очистка от формовочной смеси и пригара, удаление стержней и отбивка литниковых систем. Для ускорения охлаждения отливок со стороны входного и выходного отверстий галтовочных барабанов установлены форсунки для подачи водо- воздушной смеси. Галтовочные барабаны ограждены от остальных участков цеха кирпичными стенами, чем обеспечена их полная шумоизоляция.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.