Сущность
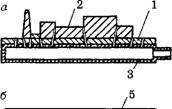
способа и последовательность операций вакуумной формовки представлена на
рис.5.37. Модельная плита 1 с закрепленной на ней моделью 2 монтируется на
вакуумируемой камере 3, полость которой соединена сквозными каналами с поверхностью
плиты и модели (рис. 5.37, а). Синтетическую пленку 4
толщиной 0,05-0,10 мм и площадью поверхности, равной пло
щади модельной плиты в плане, в течение нескольких секунд на гревают
электрическим нагревателем 5 до перевода пленки в пла стическое состояние
(рис.5.37, б) Пленку накладывают сверху на модель (рис.5.37, в), а полость
камеры 3 подключают к вакуум ному насосу, величина вакуума порядка 50 кПа При
этом пленка плотно облегает поверхность модельной плиты и модели, точно
воспроизводя ее контур.
|
ШшшИ J if Ь ir ir ir L |
|
|
|
г |
||
|
/6 |
/7 |
/8 |
|
|
|
r=3 Jgcam |
|
|
д . ,
|
|
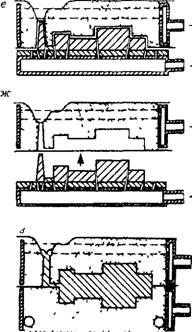
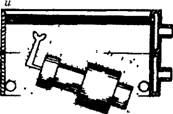
Рис.5.37. Последовательность операций
при вакуумной формовке
На модельную плиту устанавливают опоку 6, которая через вытяжную камеру соединена трубопроводом 7 с коллектором 8 отсасывающего устройства (рис.5.37, г). В опоку засыпают сухой мелкозернистый песок (кварцевый, цирконовый, оливиновый и т.д.) без связующего материала и уплотняют его легкой вибрацией (рис.5.37, д).
Далее отформовывают литниковую чашу, удаляют избыток песка из полуформы, накладывают на ее поверхность синтетическую пленку (можно без предварительного ее нагревания) и уплотняют формовочный материал подключением опоки к вакуумному насосу (рис.5.37, е)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.