Сложность составов стержневых и формовочных смесей, применяемых в литейном производстве, и недостаточная эффективность описанных методов заставляет применять системы комбинированной регенерации. Например, примеси бентонита в пес- чано-смоляных смесях не позволяют в полной мере использовать продукты терморегенерации. Поэтому в подобных случаях целесообразно вначале производить отмывку глины, а затем прокалку смесей с целью удаления остатков органического связующего. Промывка улучшает зерновой состав регенерата, но требует дополнительных затрат энергии на сушку регенерированного песка.
В последние годы в Японии проводятся работы по регенерации жидкостекольных смесей химическим способом. Поверхностные пленки удаляются в процессе их отмывки в растворах щелочей, совмещенной с механическим и термическим воздействием на зерна песка, с одновременной обработкой ультразвуком. Кроме того, японские специалисты предлагают совмещать механическую мокрую регенерацию с обработкой в растворах серной или соляной кислот, а также механическую с предварительным или последующим обжигом.
Комбинированные методы позволяют восстанавливать пески из отработанных смесей любых составов, однако требуют дополнительного оборудования и увеличения энергозатрат.
В последние годы для интенсификации процессов регенерации кварцевого песка начали применяться электрофизические методы.
Так, в Белорусской государственной политехнической академии разработаны технологические процессы, позволяющие существенно интенсифицировать гидравлическую регенерацию с помощью электрогидравлической и ультразвуковой обработки водно-песчаной пульпы. Отделение пленок продуктов отверждения связующих материалов от поверхности зерен наполнителя, при использовании электрофизических воздействий, происходит под влиянием образующихся в песчано-глинистой пульпе ударных волн, кавитаций, высокоскоростных потоков, способствующих как механическому разрушению поверхностных пленок, так и интенсификации их растворения в воде.
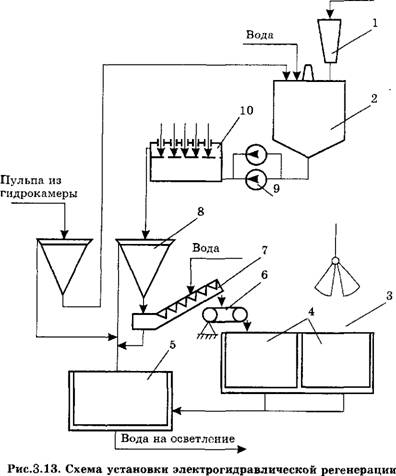
На рис.3.13 представлена схема регенерации формовочных песков.
Подготовленные к электрогидравлической обработке отработанные сухие и мокрые смеси с помощью грейфера 3 и дозатора 1
|
Сухая смесь
|
загружаются в мешалку 2, куда подается чистая техническая вода. Перемешанная с водой в заданной концентрации отработанная смесь (пульпа) прокачивается насосом 9 через разрядную камеру технологического узла 10 электрогидравлической установки, поступает в конический классификатор 8 и далее сгущается в спиральном классификаторе 7. Этот процесс совмещается с промывкой регенерированного песка проточной водой. Далее регенерат питателем 6 подается в один из дренажных закромов 4, откуда после отстаивания транспортируется грейфером на сушку. Высушенный и охлажденный регенерированной песок поступает на смесеприго- товительный участок. Шламовые воды из дренажного закрома стекают в отстойник 5, из которого насосом откачиваются в общецеховой узел очистки шламовых вод для фильтрации и осветления.
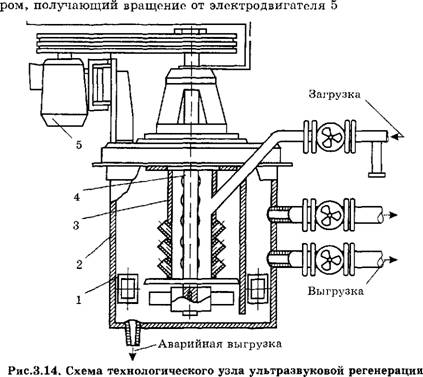
В установках ультразвуковой регенерации в отличие от электрогидравлической узел 10 (рис.3.13) заменен баком- мешалкой (рис.3.14), оснащенным четырьмя магнитострикцион- ными преобразователями 1, размещенными по периметру корпуса 2 и создающими ультразвуковые колебания в водно-песчаной пульпе. Пульпа подается в бак через пустотелый вал 3 с потруб- ками. Для перемещения пульпы внутри бака в зону действия магнитострикционных преобразователей служит вал 4 с импелле-
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.