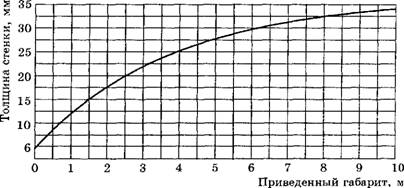
1. Литая деталь должна при минимальной массе обладать требуемой прочностью, которая зависит от сплава отливки и ее конструкции. Толщина стенки литой детали должна назначаться исходя из конструктивной необходимости с учетом механических свойств применяемого сплава и технологических возможностей выбранного метода литья. Существует несколько методов определения толщины стенки отливки. Так, для определения толщины стенки литой детали из серого чугуна можно использовать диаграмму Рихтера (рис.8.1). Приведенный габарит отливки N, м рекомендуется определять по формуле
О
где L, В, Н — наибольшая длина, ширина и высота отливки соответственно в метрах.
На станкостроительных предприятиях минимальную толщину стенки отливки обычно выбирают по табл.8.1 исходя из наибольшего габаритного размера, примерной массы и марки чугуна.
|
Рис.8.1. Диаграмма Рихтера для определения толщин стенок литых деталей из серого чугуна в зависимости от приведенного габаритного размера |
|
Таблица 8.1 Минимальная толщина стенки чугунной отлнвки
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.