Места расположения выбивного оборудования в технологической цепи получения отливок подробно рассмотрены в разделе «Машинная формовка».
Отливки, извлеченные из форм и прошедшие стадию охлаждения, направляются на выбивку стержней. Стержни, изготовленные из смесей на органических связующих (синтетических смолах, маслах и их заменителях), обладают низкой остаточной прочностью и хорошей выбиваемостью. Поэтому во многих случаях мелкие стержни простой конфигурации практически полностью удаляются на выбивных решетках и при очистке литья в дробеметных камерах. Крупные стержни из смесей даже на синтетических смолах, а также стержни из песчано-глинистых сме-
|
|
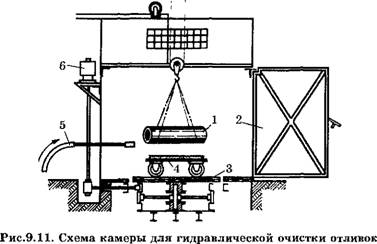
сей и смесей с жидким стеклом имеют затрудненную выбивае- мость. Для их удаления используют гидравлические и электрогидравлические установки. На рис.9.11 представлена схема камеры периодического действия для гидравлической очистки отливок. Очищаемая отливка 1 краном устанавливается на тележку 4, находящуюся на поворотном круге 3, который приводится во вращение с помощью механизма и электродвигателя 6.
Сущность гидравлической очистки состоит в том, что струя воды под давлением 15-20 МПа и выше с помощью гидромонитора 5 направляется на стержень, разрезает его на части и вымывает. Очистка отливки в камере производится при закрытой двери 2. Основные преимущества гидрокамер заключаются в их универсальности, простоте обслуживания, хороших условиях труда (отсутствие пыли). К недостаткам гидрокамер можно отнести: низкие производительность и коэффициент полезного действия (30- 60%) вследствие больших затрат времени на вспомогательные операции. Производительность гидрокамер составляет 3-12 т/ч. Объемный расход воды на 1 т отливок колеблется от 4 до 25 м3/ч и определяется прочностью стержней в отливке.
Перспективным технологическим процессом является электрогидравлическая выбивка стержней, основанная на электрогидравлическом эффекте, использующем высоковольтный разряд в жидкости. Вокруг зоны высоковольтного импульсного разряда напряжением примерно 50-70 кВ возникают импульсные сверхвысокие давления до 150-200 МПа и более, которые разрушают стержни и отделяют пригоревшую к отливке смесь.
|
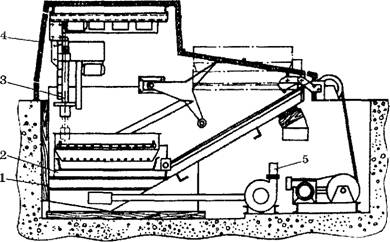
Рис.9.12. Схема электрогидравлической установки модели 36121 |
На рис.9.12 изображена схема электрогидравлической установки модели 36121. Рабочий бак 1 емкостью 11,5 м3 заполняется водой. Сверху бак закрыт кожухом 4, который препятствует свободному доступу к зоне высоковольтного разряда и защищает обслуживающий персонал от шума. Внутри бака по направляющим перемещается тележка 2, на которой установлен съемный контейнер с отливками. Высоковольтный электрический разряд происходит в воде между отливками в контейнере и специальным электродом 3, который вместе с механизмом привода расположен под кожухом. Удаление шлама из установки производится с помощью пескового насоса 5.
Производительность установки составляет 3 т/ч.
Главным преимуществом электрогидравлического способа является повышение эффективности выбивки стержней. Его применение улучшает условия труда и в 3-4 раза удешевляет выбивку.
9.3. обрубка, очистка и отделка отливок
Завершающими операциями при производстве отливок является очистка и обрубка.
К основным операциям по очистке и обрубке литья относятся следующие:
очистка поверхности отливки от остатков формовочной и стержневой смесей;
удаление остатков литниковой системы, прибылей и заливов;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.