В результате вакуумирования полуформа приобретает прочность, после чего модельную плиту отключают от вакуумного насоса, с нее снимают готовую полуформу, верхняя и рабочая поверхности которой покрыты синтетической пленкой (рис. 5.37, ж). Аналогично изготавливают вторую полуформу, а затем из них собирают форму, предварительно покрасив рабочую поверхность пленки самовысыхающим противопригарным покрытием. В процессе сборки формы, заливки ее металлом и кристаллизации отливки опоки подключены к вакуумным насосам (рис.5.37, з).
Процесс выбивки формы (рис.5.37, и) заключается в том, что насосы отключаются, а песок и отливка удаляются из опок.
F-процесс не исключает возможности использования стержней и холодильников, которые устанавливаются в нижнюю опоку перед сборкой формы.
F-процесс имеет ряд технологических особенностей, влияющих на
условия получения качественных отливок. В первую очередь следует отметить, что
в момент заливки формы металлом пленка разрушается, вызывая местную
разгерметизацию формы. А учитывая то, что сама форма находится под разряжением,
то создается целенаправленный поток воздуха из атмосферы цеха через открытые
прибыли и выпор внутрь формы. Этот поток воздуха, движущийся навстречу потоку
металла, затрудняет заполнение формы, приводит к захвату металлом воздуха и к
образованию в отливке крупных газовых раковин. Для устранения этого недостатка
борьбу с преждевременным разрушением пленки обычно ведут следующим образом:
во-первых, увеличивают скорость заливки (примерно в 2 раза по сравнению с
заливкой в песчано-глинистые формы); во-вторых, наносят на пленку со стороны,
соприкасающейся с песком, огнеупорное покрытие толщиной 0,3-0,5 мм;
в-третьих*, выбирают наиболее рациональное место подвода металла к телу
отливки и практикуют наклонную заливку форм.
Способ вакуумной формовки можно использовать для получения отливок практически из любых сплавов, при любом уровне серийности (от индивидуального до высокомеханизированного или автоматизированного крупносерийного производства), без каких- либо ограничений в отношении толщины стенки отливки. Однако имеются ограничения по сложности, высоте и конфигурации отливок.
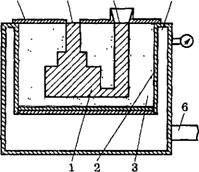
Расширению технологических возможностей F-процесса способствует использование газифицируемых моделей, что особенно важно при изготовлении тонкостенных отливок с развитой поверхностью. Для реализации таких способов формовки газифицируемую (пенополистироловую) модель 1 (рис.5.38) помещают в опоку 2, которую заполняют формовочным песком 3. Перфорированное дно опоки 2 покрыто тонкой металлической сеткой. Верхняя поверхность формы, исключая литниковый канал а и отверстие б для прибыли, покрыты газонепроницаемой пленкой 4. Газифицируемая модель выполняется за одно целое с литниковой системой. Перед заливкой формы расплавом камеру 5 вакуу- мируют через трубопровод 6. Как правило, газифицируемые модели перед установкой в опоку покрывают противопригарной краской. При заливке формы расплавом газы, выделяющиеся в процессе деструкции модели, удаляются через систему вакууми- рования, что предотвращает возможность образования в теле отливки газовых дефектов.
5.4.2. МАГНИТНАЯ ФОРМОВКА
Магнитная формовка является разновидностью способа производства отливок по газифицируемым моделям, который заключается в применении неразъемной формы с пенополистироло- вой моделью, которая перед заливкой не извлекается из формы. Обычно при использовании газифицируемых моделей в качестве формовочной смеси используется сухой сыпучий огнеупорный материал (как правило, кварцевый песок без связующего), что существенно упрощает технологию формовки и выбивки отливок из форм. Но при производстве сложных и крупных отливок в формах с таким наполнителем возникают трудности, связанные с тем, что при заполнении формы расплавом нарушается ее равно-
|
4 б а 5
Рис.5.38. Форма, полученная F-процессом с газифицируемой моделью |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.