#
|
|
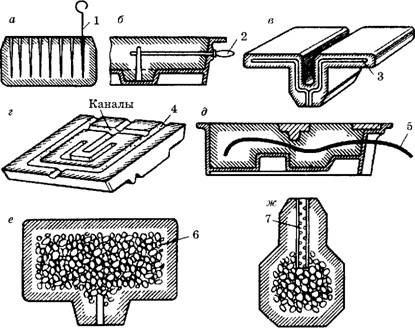
Рис.6.7. Вески стержней: а — для проволочных каркасов; б — для литых каркасов; в — с креплением проволокой; г — с креплением сваркой; д — в литом каркасе
Изготовление весок складывается из следующих основных операций:
подготовки прутковой заготовки, гибки петель, гибки концов вески и насечки на них рисок для более прочного соединения вески с основанием литого каркаса.
Крепление весок к каркасам осуществляют тонкой
проволокой, сваркой или заливкой концов весок в литые каркасы. Диа
метр крепежной проволоки, число витков, а также размеры элементов крепления
весок сваркой или заливкой к литым каркасам определяют по соответствующим
нормалям. В настоящее время применяют вески из тонкой проволоки иди гибкие
пластмассовые вески, выступающие за рабочую поверхность стержня. После установки
стержней в форму такие вески отрезают, а это место заделывают стержневой
смесью.
При установке каркаса в стержневой ящик необходимо придерживаться следующих основных положений. Во-первых, нельзя располагать каркасы слишком близко к поверхности стержня или на его поверхности, так как это может привести к привариванию каркаса к отливке, а также образованию в ней газовых дефектов и горячих трещин. Поэтому, как показал практический опыт, расстояние от проволочного каркаса до поверхности стержня должно быть не менее 5-10 мм, а литого — 20- 35 мм в зависимости от габаритных размеров стержня. Во- вторых, нужно иметь в виду то, что если в стержень ставят один каркас, то его следует располагать в центре стержня, а несколько каркасов — равномерно по сечению. В стержни с изогнутой осью лучше укладывать несколько тонких каркасов вместо одного толстого, чтобы облегчить удаление их из отливки.
Использование каркасов следует применять только в тех случаях, когда невозможно другими способами обеспечить требуемую манипуляторную прочность стержней. Однако применяемые в настоящее время в массовом производстве отливок песчано- смоляные смеси дают возможность в большинстве случаев достигать высоких прочностных показателей, что позволяет отказаться от использования каркасов стержней и повысить тем самым эффективность работы всего стержневого отделения.
Вентиляционная система стержней необходима для обеспечения вывода газов из стержня в период заливки формы, кристаллизации и остывания отливки. Для достижения этой цели в теле стержня выполняют специальные вентиляционные каналы, которые пронизывают все тело стержня и имеют направленный вывод газов в знаковые части. В зависимости от конструкции стержня вентиляционные каналы выполняют различными способами.
Например, в стержнях небольших размеров простой конфигурации газоотводные каналы оформляют иглой 1 (рис.6.8, а). Этот способ целесообразно применять в том случае, когда стержневой ящик набивают смесью со стороны стержневого знака или если стержень разъемный и набивку осуществляют со стороны плоскости разъема. При этом вентиляционные каналы не должны доходить на 10-20 мм до рабочей поверхности стержня.
16 Зак 2456
|
Рис.6.8. Способы выполнения вентиляционных каналов |
В крупносерийном и массовом производстве вентиляционные каналы в стержнях выполняют с помощью шомполов (рис.6.8, б), вставляемых в отверстия стенки ящика. Перед извлечением стержня из ящика шомпол из него вынимают. Если канал выходит на рабочую поверхность стержня, то выход канала тщательно заделывают стержневой смесью или вспомогательным стержнем.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.