Склады стержней оснащают штабелерами, иногда с запоминающими устройствами, которые раскладывают стержни на транспортных плитах по ячейкам склада в заранее заданном порядке и при необходимости доставляют нужный стержень на сборку форм. Кроме того, в ряде случаев складирование стержней осуществляют непосредственно на этажерках подвесного толкающего конвейера с автоматическим адресованием грузов.
Перед отправкой стержней на сборку форм их комплектуют. В зависимости от характера производства отливок комплектацию стержней производят на каждую отливку или по наименованиям стержней. В первом случае комплект стержней на отливку собирают на плиты, вместе с которыми стержни поступают на сборку. Во втором случае необходимое число стержней каждого наименования доставляют к месту сборки форм, где их комплектуют и проставляют в форму. Часто осуществляют смешанную комплектацию стержней. Мелкие стержни доставляют по наименованиям на передвижных этажерках, а средние и крупные стержни комплектуют на каждую отливку и доставляют на плитах на участок сборки форм.
6.8. организация труда в стержневых отделениях
Правильная организация труда в стержневых отделениях является большим резервом повышения эффективности их работы. Выбор той или иной системы организации труда зависит от вида и способа изготовления стержней, применяемых смесей, степени механизации и др. Наиболее высокая производительность тРУДа достигается при комплексной механизации всех технологических и транспортных операций. Вместе с тем от рациональной организации труда и рабочего места стерженщика, изготавливающего стержни на верстаке вручную или на стержневой машине, зависит производительность труда и качество изготовляемых стержней. На рабочем месте стерженщика должен быть определенный порядок расположения стержневых ящиков, каркасов, сушильных плит, инструмента, обеспечивающий выполнение операций без лишних перемещений.
|
а б
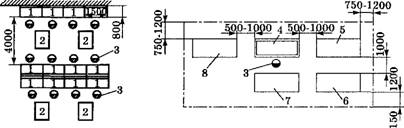
Рис.6.37. Организация участков ручного изготовления стержней: а — на верстаках; б — на плацу; 1 — верстак; 2 — этажерки для перемещения сушильных плит; 3 — рабочее место; 4 — стержневой ящик; 5 — короб со смесью; 6 — сушильная плита; 7 — место для кантовки стержневого ящика; 8 — место для каркасов |
При ручном изготовлении мелких стержней все работы выполняются на одно- или двухместном верстаке (рис.6.37, а). Крупные стержни формуются, как правило, на плацу литейного цеха (рис.6.37, б).
Верстаки
1 располагаются в один или два ряда и оборудуются ящиками и полками для
необходимого инструмента и приспособлений. Сушильные плиты и драйера
помещаются на этажерках 2, расположенных между верстаками. Стержневая смесь
поступает на верстаки из бункеров или подвозится к рабочим местам 3 в коробах.
Над каждым рабочим местом подвешивают пневматическую трамбовку, которая после
уплотнения смеси ав
томатически поднимается на 400-500 мм и не мешает проведению других операций.
На рабочем месте должен быть также шланг, соединенный с сетью сжатого воздуха,
необходимый для подключения пульверизатора при окраске стержней.
Формовку стержней на плацу (рис.6.37, б) применяют, если стержневые ящики имеют большие размеры и их неудобно размещать на верстаках, а также когда изготовление стержней связано с применением грузоподъемных средств. На рабочем участке цеха должно быть отведено место для размещения стержневого ящика 4, короба со стержневой смесью 5, сушильных плит 6, а также необходимая площадь для кантовки стержневого ящика, отделки и окраски стержня перед сушкой. Более рационально организован рабочий участок, если стержневая смесь находится в бункере и подается из него в стержневые ящики поворотными ленточными питателями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.