Необходимая прочность стержней достигается уплотнением смеси в стержневом ящике. Чем больше уплотняющее смесь усилие, тем выше прочность стержней в сыром состоянии. Однако увеличение прочности стрежней в конце процесса уплотнения прекращается и значение прочности достигает определенного предела. То же происходит и с объемом смеси. В начале уплотнения объем смеси резко уменьшается и в конце процесса уплотнения достигает определенного предела. Степень уплотнения смеси характеризуется ее плотностью, т.е. массой 1 м3 смеси в килограммах. Насыпная масса стержневой смеси составляет 900- 1100 кг/м3, а после уплотнения — 1450-1650 кг/м3.
Особенное
значение степень уплотнения стержней приобретает при использовании
традиционных технологических процессов изготовления стержней, требующих сушки
стержней на плитах или драйерах. В этом случае сырая прочность стержней должна
быть достаточной для того, чтобы при перемещении и сушке стержни не
деформировались и не разрушались. Кроме того, при недостаточном и
неравномерном уплотнении снижается
прочность стержня или его отдельных мест, в стержне образуются пористые,
рыхлые с повышенной осыпаемостью участки, в результате чего ухудшается качество
поверхности отливки, образуется механический пригар и песчаные раковины.
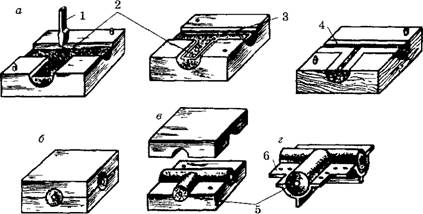
Изготовление стержня в разъемном ящике (рис.6.20) осуществляют следующим образом. Вначале раздельно трамбовкой 1 уплотняют смесь 2 в двух половинах стержневого ящика (рис.6.20, а). При этом в верхней половине заформовывают каркас 3, предварительно смоченный в глинистой суспензии, а в нижней прорезают вентиляционный канал 4. Затем поверхности разъема смазывают клеем, укладывают одну половину ящика на другую (рис.6.20, б) и осуществляют подбивку смеси с торцов, а также доуплотнение ее легкими ударами деревянного молотка по стенкам ящика. Затем снимают верхнюю половину ящика (рис.6.20, в) и на стержень 5 устанавливают драйер 6. После этого стержень с драйером поворачивают на 180°, снимают нижнюю половину ящика (рис.6.20, г), а стержень, лежащий на драйере, отправляют в сушильную печь.
|
Рис.6.20. Изготовление стержня по разъемному ящнку |
|
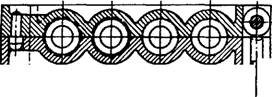
Рис.6.21. Многоместные стержневые ящики: а — деревянный, б — металлический |
|
uh |
|
Изготовление стержней в вытряхных ящиках. Процесс изготовления стержней в неразъемных вытряхных ящиках (рис.6.22) является наиболее простым и производительным. Очистив ящик от пыли и остатков смеси, его протирают ветошью, смоченной в керосине, засыпают небольшой слой смеси и уплотняют ее. Для укрепления выступающих частей стержня устанавливают несколько изогнутых проволочных каркасов 1, весь ящик заполняют смесью и уплотняют ее (рис.6.22, а). Срезав излишек |
Изготовление мелких стержней
осуществляется, как правило, в многогнездных ящиках, состоящих из двух половин
(рис.6.21). Скрепив обе половины ящика крючками, сверху засыпают смесь и
уплотняют ее круглым железным прутком и тонким душником в центре накалывают
вентиляционные каналы. Загладив сверху стержни, легкими ударами деревянного
молотка по ящику расталкивают стержни, откидывают крючки, разнимают ящик,
освобождают стержни. При более длинных стержнях после уплотнения смеси
накалывают вентиляционный канал и рядом с ним забивают стальной пруток,
смоченный в глинистой суспензии. Загладив верх стержня, снимают струбцину,
укладывают ящик плашмя на сушильную плиту и после расколотки снимают верхнюю
половину ящика. Нижнюю половину, в которой лежит стержень, поворачивают и
кладут на край сушильной плиты, снимают вторую половину ящика со стержня и передвигают
его к ранее уложенным стержням.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.