Смеси, приготовленные в смесителе непрерывного действия, подают в стержневой ящик непрерывно. Перерыв в работе смесителя при изготовлении одного стержня допускается только как исключение на период, не превышающий время живучести смеси.
Уплотнение смеси в стержневом ящике производят вибрацией (вибростол), встряхиванием, ручной или пневматической трамбовкой, пескодувным способом. В местах углублений и поднутрений в стержневом ящике смесь тщательно доуплотняют вручную или пневмотрамбовкой.
После заполнения стержневого ящика и уплотнения удаляют с его поверхности лишнюю смесь и выполняют вентиляционные каналы.
Продолжительность затвердевания смеси зависит от состава смеси, температуры, исходных материалов смеси и окружающей среды.
Заданные свойства смеси обычно обеспечиваются при температуре песка 18-30 °С, однако в реальных условиях литейных цехов трудно выдерживать ее в таких узких пределах. Поэтому применяют устройства для подогрева исходных составляющих и для каждого конкретного случая устанавливают зависимость между температурой песка и количеством вводимого в смесь катализатора. Изменением количества катализатора обеспечивают неизменность живучести, которая, в свою очередь, связана с необходимой выдержкой стержней в ящиках. Соотношение между живучестью смеси и минимально необходимым временем выдержки стержней в ящиках составляет от 1:2,5 до 1:5.
Перемещение и хранение стержней осуществляют с использованием специальных деревянных или металлических подставок, тарных ящиков или плит с отверстиями для вентиляции.
Ввиду того, что при неполном отверждении стержни обладают повышенной прилипаемостью к стенкам стержневого ящика, не допускается преждевременное их извлечение. Не допускается также выдержка стержня в ящике до полного его отверждения, так как в этом случае стержень трудно извлечь из стержневого ящика без повреждений. Дальнейшее твердение стержня происходит на воздухе.
Все операции, связанные с извлечением стержня из стержневого ящика (кантовку, извлечение ребер, вкладышей, отъемных частей), выполняют без резких ударов, толчков и рывков.
Извлечение стержня из стержневого ящика на поточно- механизированных и автоматизированных линиях производится поворотно-вытяжной машиной, а на плацу цеха — вручную или подъемно-транспортными средствами.
Поврежденные участки стержня смазывают клеем и исправляют стержневой смесью. Исправленные участки прошпили- вают и заглаживают соответствующим инструментом.
Высокая эффективность от внедрения холоднотвердеющих смесей достигается при комплексной механизации и автоматизации всех технологических операций изготовления стержней. С этой целью созданы типовые комплекты технологического оборудования, позволяющие скомпоновать типовые участки и линии для изготовления стержней из ХТС в условиях многономенклатурного производства отливок.
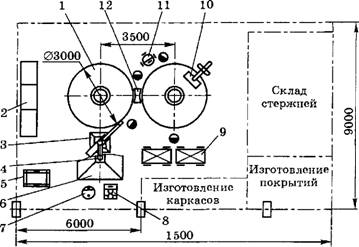
Типовой участок производительностью 120 съемов/ч (рис. 7.12) спроектирован для изготовления стержней массой до 6 кг в одно- или многогнездных стержневых ящиках на поворотном столе. Смесь из смесителя непрерывного действия подается в стержневые ящики, где уплотняется вручную. Твердение смеси в ящике происходит на поворотном столе под вытяжным кожухом. Ящики разбирают на столе вручную. Стержни устанавливают на второй поворотный стол участка. На этом столе готовые стержни окончательно отверждают, отделывают, окрашивают и подсушивают.
|
Рис.7.12. Схема типового участка изготовления стержней массой до 6 кг из ХТС |
В состав комплекта оборудования для типового участка входят: смеситель непрерывного действия производительностью 1 т/ч, карусельная установка, состоящая из двух поворотных столов 1 диаметром 3000 мм (первый стол предназначен для изготовления стержней, второй — для выдержки, отделки, склейки и окраски стержней самовысыхающими покрытиями), вытяжной кожух для удаления выделяющихся вредностей, устанавливаемый над каждым поворотным столом, стеллаж 2 для хранения стержневых ящиков, склиз 12 для передачи стержней с первого поворотного стола на второй, передвижной бак для клея, передвижной бак 11 для самовысыхающей краски емкостью 25 л, карусельная установка для простановки стержней после их окраски окунанием (можно производить окраску стержней пульверизатором), инфракрасный переносной излучатель 10 для интенсификации процесса подсушки после окраски, передвижные этажерки 9 — тележки с поворотными полками для складирования, хранения и перемещения стержней, верстак для изготовления и хранения каркасов, бункер 6 для песка, подогреватель песка 4, подставка 5 под бочки со смолой, бак 8 для связующего емкостью 400 л, снабженный перемешивающим устройством и системой подогрева, контроля и поддержания температуры в пределах 18-30 °С, бак 7 с подставкой для хранения катализатора (емкость бака 200 л, материал — нержавеющая сталь), передвижной короб для сброса лиш ней стержневой смеси с поворотного стола и из смесителя 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.