-шліфування різьби багатонитковим кругом з кільцевими нитками (мал. 121, б), цей спосіб дозволяє шліфувати короткі різьби (довжина яких менше ширини кола) способом врізання: круг одержує поперечну подачу на висоту витка при повільному обертанні заготовки, після чого остання робить один повний оборот (переміщається вздовж осі на один крок). Цього досить, щоб прошліфувати всю різьбу по заготовці. Цей спосіб відрізняється високою продуктивністю і дозволяє шліфувати різьби з дрібним кроком без попереднього прорізування, але точність різьби нижче, ніж при обробці однонитковим кругом (погрішність по половині кута профілю ±6). Різьби більшої довжини шліфують при поздовжній подачі круга.
Також застосовують спосіб бесцентрового шліфування різьби на бесцентрово-шліфувальному верстаті, оснащеному спеціальними пристроями. Тут використовують багатонитковий шліфувальний круг. Точність різьби нижче, ніж при шліфуванні іншими методами, але цілком достатня для звичайних деталей.
Нарізання внутрішньої різьби
Внутрішні різьби нарізають в основному мітчиками, а також різцями, гребінками і різьбовими фрезами. В залежності від способу нарізання різьби мітчики розділяють на машинні (при нарізанні різьби на верстатах), і ручні, чи слюсарні.
При нарізанні машинними мітчиками різьба нарізається за один прохід одним мітчиком. На верстатах різьби нарізають за один робочий хід і лише у випадках нарізання довгих різь'б чи у глухих отворах застосовують два мітчики. Точні різьби після нарізання на верстаті проходять каліброваним мітчиком вручну чи на верстаті. Ручними мітчиками різьби нарізають за два чи три робочих ходи. Машинними мітчиками різьби нарізають як у наскрізних, так і в глухих отворах.
Глухі отвори свердлять перед нарізанням на трохи більшу глибину (на 3-4 нитки), ніж необхідна глибина нарізки. Це полегшує нарізання різьби, забезпечує повноцінність різьби на необхідній глибині і виключає можливу поломку мітчика. Для нарізання різьби в глухих отворах верстати повинні бути обладнані обмежувачами робочого ходу з переключенням на зворотній при досягненні мітчиком кінцевого положення. Для нарізання різьби мітчиками застосовують різні типи патронів; тверді, плаваючі, ті що самовимикаються від упора, що самовимикаються при перевантаженні крутячим моментом.
Для нарізання гайок застосовують гайконарізні верстати, що працюють довгими гайковими мітчиками чи мітчиками, що мають довгий вигнутий хвостовик. Різьби нарізають, застосовуючи змазуючо-охолоджувальні рідини: для сталі — масло з сіркою (сульфофрезол); для чавунів — гас, або всуху.
При нарізанні однозаходних і багатозаходних нестандартних різьб для чистового нарізання використовують різьбові різці, але при обробці цим способом потрібно кілька робочих ходів: для різьби середніх розмірів - 12 +- 20 робочих ходів, а для різьб з великим кроком (трапецієвидних і прямокутних) — до 50 робочих ходів.
Фрезерування зовнішньої і внутрішньої різьб
Фрезерування зовнішнього і внутрішнього різьб виконують дисковими і гребінчастими (груповими) фрезами(мал.122).
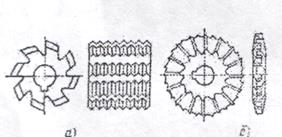
Мал.122
При нарізанні дисковими різьбовими фрезами інструмент установлюють над кутом, рівним куту підйому нитки різьби(мал.123, в). Різьби з великим кроком нарізають конічними профільними фрезами чи циліндричними кінцевими фрезами з почерговою обробкою однієї, а потім іншої сторони нитки.
Трапецієвидні і прямокутні різьби з великим кроком попередньо фрезерують дисковими фрезами, а чистові переходи роблять різьбовим різцем за декілька робочих ходів.
Короткі зовнішні і внутрішні різьби з трикутним профілем фрезерують гребінчастими, чи груповими фрезами. Гребінчаста (групова) різьбова фреза являє собою кілька дискових різьбових фрез, з'єднаних торцями разом. Поздовжні канавки і ріжучі кромки, у таких фрез розташовані паралельно їхній осі. Довжину групової фрези звичайно беруть на 2 - 3 нитки більше довжини різьби. Різьби груповою фрезою нарізають на 1,25 обороту заготовки для того, щоб перекрити місце врізання фрези.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.