Карусельні верстати застосовують в одиничному та серійному виробництві для обробки великогабаритних літих та сварних заготівок неможливо оброблювати на звичайних токарних верстатах.
Токарні автомати та полуавтомати.
Верстати токарної групи, працюючи в автоматичному та полуавтоматичному режимах, призначені для обробки різних поверхностей тіл обертання з штучних або пруткових заготівок. Застосовується концентрація обробки декількома інструментами одночасно: двома різцями,різцем та сверлом та ін..
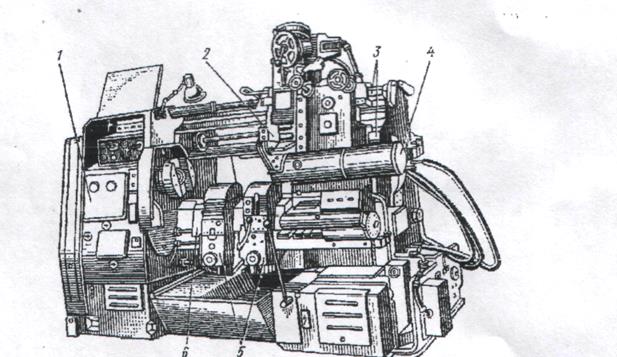
Одношпиндельні автомати та полуавтомати (див.рис.86) відносять по класифікації ЄНІМС до 1 типу, а багатошпиндельні- до 2 типу верстатів першої групи.
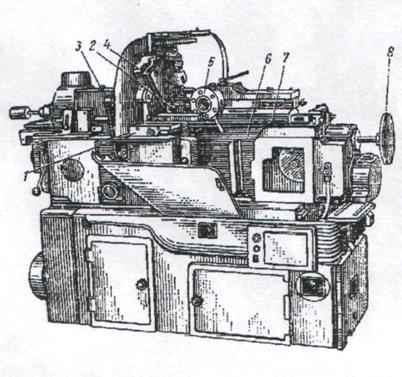
Автоматом називається самоуправляюча робоча машина, яка самостійно,без допомоги людини виконує всі дії робочого циклу та потребує лише наладку для виконання заданного технологічного процесу та в періодичному контролі.
Токарні автомати та полуавтомати класифікують по ряду ознак: ступені універсальності ,розташування шпинделів та їх числу, виду заготівки та ін. По виду заготівки: патронні та пруткові.
За кількістю шпинделів: одно- та багатошпиндельні автомати та полуавтомати з горизонтальним та вертикальним розташуванням шпинделя.
За характером виконувальної роботи автомати поділяють на:
- автомати , які виконують фасоно-відрізні роботи;
- автомати , які виконують фасоно-продольні роботи ;
- автомати , які виконують токарно-револьверні роботи . Фасоно-відрізні автомати оброблюють обертаючу заготовку різцями , переміщуючись по радіусу заготовки.
Фасоно-продольні автомати обточують обертаючу та поступально рухаючу заготовку різцями , переміщуючись по радіусу. Револьверна обробка обертаючого прутка проводиться послідовно рядом інструментів, закріплених в револьверній головці.
2. Приладдя токарних та токарно-гвинторізних верстатів поділяються на універсальні та спеціальні та призначенні для закріплення на верстаті інструменту або заготовки. Резш звичайно не потребують для закріплення в тримачі яких-небудь допоміжних інструментів,
Для фасонних резців використовуються державки , якими не тільки затискаємо резець, а й регулюється положення його базової точки або лінії відносно лінії центрів. Указані допоміжні інструменти яляються спеціальними (нестандартними).
Для. закріплення заготовок та їх обробки застосовують універсальні приладдя такі як : центридіатрони та спеціальні втулки. Заготовки, у яких довжина більше трьох діаметрів можуть встановлюватись на центри.
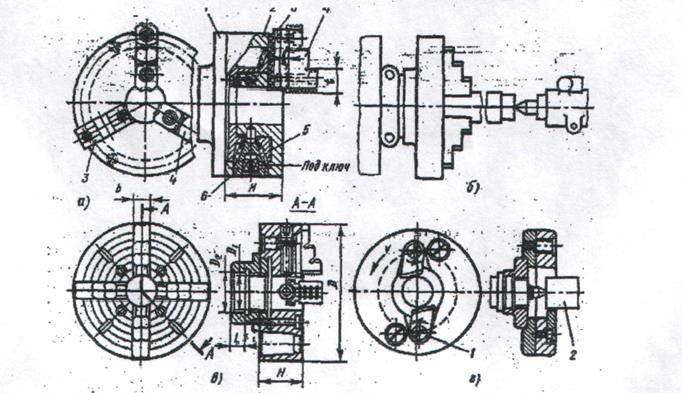
Найбільш широке застосування після центрів мають самоцентруючи трьох-кулачкові патрони для закріплення заготовок (рис. 87,а). Перехідний фланець 1 патрона з'єднаний з корпусом 2 , всередині якого три малих конічних колеса 6, розташовані під кутом 120' один до одного, та велике конічне колесо 5. Обертання квадратним ключем любого з трьох коліс б призводить до руху колесо 5. На його правому торці знаходиться спіральна канавка ,а на основі З кулачка 4 відповідні їй виступи та впадини. При повороті ключом колеса 6 усі три кулачка переміщуються до вісі або від вісі обертання .
Є й інші конструкції трьохкулачкових самоцентруючих патронів. При довжині до трьох діаметрів обробка ведеться при консольному закріпленні заготовки, а при більшій її довжині — з підтримкою центром задньої бабки (рис.87,б). Для встановлення несиметричних заготовок застосовують чотирьох-кулачкові патрони,планшайбу, а також кутники.
Чотирьохкулачковий патрон не обладає свойством автоматичного центрування заготовки , так як кожен з чотирьох кулачків переміщується незалежно (рис.87в). Але такий патрон дозволяє встановити заготовки важкої форми так, щоб вісь оброблюваної поверхні розташовувались на вісі обертання шпинделя. Якщо заготовку неможливо закріпити і в такий патрон її обробляють на планшайбі або кутнику.
РЕВОЛЬВЕРНІ ВЕРСТАТИ
Призначення, класифікація й область застосування.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.