Розточувальні верстати виготовляють трьох типів: координатно-розточувальні, горизонтально-розточувальні й алмазно-розточувальні. Координатно-розточувальні верстати бувають одностоєчні (мал. 101, а) і двохстоєчні. Вони призначені для обробки отворів з високою точністю форми, розміру і взаємного розташування. Верстати постачають з спеціальними пристроями, що дозволяють з точністю в декілька мікрометрів здійснювати координатні переміщення заготівель по відношенню до інструмента. Обробку на верстатах роблять у спеціальних термоконстантних приміщеннях, у яких підтримується температура 20 ± 1 °С.
Горизонтально-розточувальні верстати (мал. 101, б) призначені для обробки, як правило, корпусних заготовок. Координатно-розточувальні і горизонтально-розточувальні верстати застосовують в індивідуальному і дрібносерійному виробництвах, їх випускають як з ручним, так і з програмним керуванням. На розточувальних верстатах із ЧПУ програмується й автоматично виконується чи весь цикл обробки, чи тільки установка інструмента по заданих координатах і фіксація перед обробкою рухливих частин верстата. На алмазно-розточувальних верстатах (мал. 101, в) обробляють з високою точністю циліндричні отвори в корпусних заготівлях невеликих габаритних розмірів. Обробка ведеться по автоматичному' циклу. Ці верстати застосовують у крупносерійному і масовому виробництвах.
Найбільш широке поширення одержали горизонтально-розточувальні верстати. На станині 1 таких верстатів нерухомо закріплена передня стійка 11. По її вертикальних напрямках переміщається шпиндельна бабка 10 із планшайбою 9, радіальним супортом 8 і шпинделем 7. Задню стійку 6 з опорним люнетом 5 можна встановлювати і фіксувати в потрібному положенні на горизонтальних направляючих станини. Стіл 4 переміщається по подовжніх напрямних станини. У його поперечних напрямних змонтовані салазки 3, на яких установлений поворотний стіл 2. Головний обертальний рух робить інструмент, встановлений у шпинделі чи на планшайбі 2- Рух подачі може робити як інструмент осьове переміщення (8о) шпинделі, радіальне переміщення радіального супорта (8р), вертикальне переміщення (8в) шпиндельної бабки, так і заготовку - поздовжнє переміщення (8пр) чи столу поперечне переміщення (8п) салазок. Наявність поворотного столу дає можливість обробляти заготовку з різних сторін без переустановки ЇЇ на столі. Опорний люнет на задній стійці необхідний для підтримки лівого кінця довгого розточувального оправлення. Корпус люнета кинематично зв'язаний з бабкою.
3. РІЗАЛЬНИЙ ІНСТРУМЕНТ І СХЕМИ ОБРОБКИ НА РОЗТОЧУВАЛЬНИХ ВЕРСТАТАХ
На розточувальних верстатах застосовують розточувальні різці, свердла, зенкера, розгортачі, мітчики, фрези. Найбільше широко використовують розточувальні різці. Обробку проводять прохідними, підрізними, канавковими і різьбовими розточувальними різцями. Конструктивно різальний інструмент оформляють у виді стрижневих різців (із квадратним, прямокутним і круглим поперечним перерізом державки), пластинчастих різців (одно- і двохлезвійних), різцевих голівок і різцевих блоків. Пристосування для закріплення інструмента, що ріже, роблять у виді консольних, двохопорних і спеціальних оправлень.
Стрижневий різець 1 можна встановлювати в консольному оправленні 2 (Мал. 102,а). Розташування і спосіб закріплення різця в оправленні вибирають з урахуванням форми отвору, що розточується, (Мал. 102, а, б). Установку різця на заданий діаметр обробки здійснюють регулюванням його вильоту.
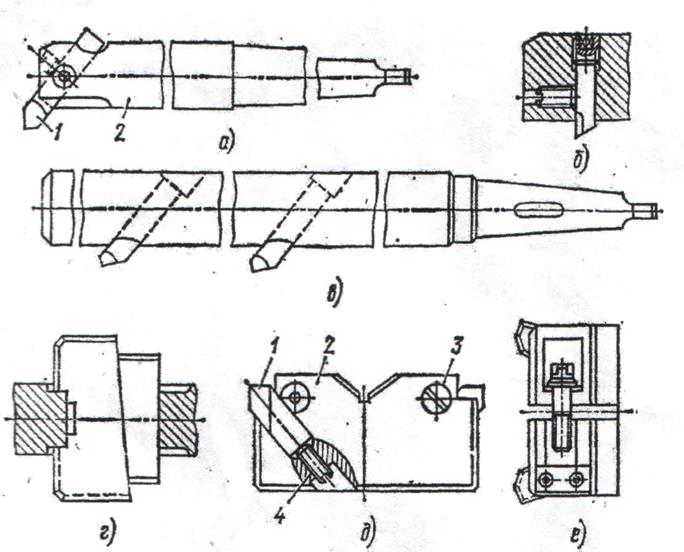
Мал. 102. Інструменти для обробки на розточувальних верстатах
На одному консольному оправленні часто встановлюють кілька стрижневих різців, якій обробляють східчасті отвори. Закріплення інструмента на консольному оправленні застосовують при розточуванні отворів, близько розташованих до шпинделя. Стрижневими різцями, установленими на двухопорному оправленню, розточують два співвісних отвори (Мал. 102, в). Оправлення закріплюють у шпинделі верстата й у люнеті задньої стійки. Таке закріплення інструмента, що ріже, раціонально при обробці довгих чи малих отворів, далеко розташованих від шпинделя.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.