Для цього переміщення сопел встановлюють у порожнинах А і В по манометру МА і Мв такий тиск, щоб його значення після подачі і зняття максимального струму керування різної полярності склало половину максимальної величини різниці тисків при струмі керування, рівному нулю, тобто D= 0,5кгс/см2. Причому на соплі, що має більший тиск, виставляють велику величину, а на соплі, що має менший тиск, відповідно меншу величину.
Після підрегулювання обов'язково роблять повторну перевірку різниці тисків на торцях золотника. Далі при різних значеннях струму керування відповідно до технічних умов визначають силову і видаткову характеристики, тобто р=І*І(х), О=І2(х), де х — хід золотника.
Одержання необхідної видаткової характеристики роблять підбором золотникових пружин потрібної твердості. У випадку, якщо витрата робочої рідини менше заданої величини, то необхідно підібрати пружини менш тверді. Це змінює нахил видаткової характеристики і підвищує витрату рідини. Якщо витрата більше заданої норми, то встановлюють більш тверді пружини.
Відрегульований підсилювач далі піддають перевірці на герметичність при тиску 1,5рпод (порядку 8—15 кгс/см2), створюваному в зливальній магістралі з одночасним переміщенням штока з одного крайнього положення в інше з витримкою протягом 5—10 хв у кожному положенні. При цьому течія не допускається. Одночасно перевіряють зону нечутливості, змішання нуля й інші параметри.
Тема 8.2 Зборка та регулювання електрогідравлічного підсилювача типу струминна трубка
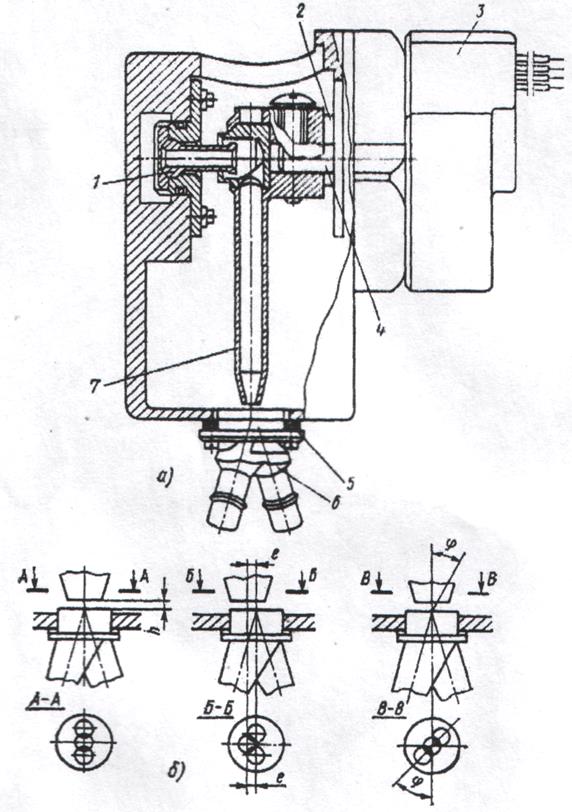
На мал. 79 представлена схема підсилювача типу струминна трубка -прийомні вікна. Зборка такого підсилювача не представляє особливих технологічних труднощів і зводиться до монтажу на вал 4 ЗМП 3 струминної трубки 7 з регулювальною шайбою 2, вхідного штуцера 2 і установки приймача 6 зі своїми регулювальними шайбами 5 (мал.79, а).
ЕМП надходить на зборку відрегульований і перевірений на відповідність технічним умовам.
Кожен зібраний підсилювач піддають
регулюванню з метою забезпечення необхідних вихідних характеристик. Основними
параметрами, що забезпечують задану точність вихідних характеристик, є розміри h і ![]() (мал.79,б),
що визначають положення струминної трубки відносно приймальних вікон. Розмір L регулюють шляхом підбора відповідної
товщини шайби. Зміна цього розміру приводить до зміни ККД підсилювача,
перепадної характеристики і сили реакції, що випливає з приймача струменя на
трубку. Розмір
(мал.79,б),
що визначають положення струминної трубки відносно приймальних вікон. Розмір L регулюють шляхом підбора відповідної
товщини шайби. Зміна цього розміру приводить до зміни ККД підсилювача,
перепадної характеристики і сили реакції, що випливає з приймача струменя на
трубку. Розмір ![]() регулюють зсувом струминної
трубки на валу ЕМП. Це регулювання дозволяє змінювати величину зони
нечутливості і її положення щодо нульового сигналу, а також величину ККД і
перепаду тисків у порожнинах прийомних вікон.
регулюють зсувом струминної
трубки на валу ЕМП. Це регулювання дозволяє змінювати величину зони
нечутливості і її положення щодо нульового сигналу, а також величину ККД і
перепаду тисків у порожнинах прийомних вікон.
Розворот приймача в площині переміщення
струминної трубки на кут ![]() приводить до
несиметричності характеристик при подачі сигналу різної полярності і зниженню
ККД підсилювача.
приводить до
несиметричності характеристик при подачі сигналу різної полярності і зниженню
ККД підсилювача.
ОСОБЛИВОСТІ ТЕХПРОЦЕСУ ЗБОРКИ І РЕГУЛЮВАННЯ
ГІДРОПРИВОДУ
Усі деталі і складальні одиниці слідкуючих приводів при виготовленні контролюють на відповідність технічним умовам, після чого направляють на зборку з необхідною супровідною документацією. Покупні комплектуючі вироби проходять вхідний контроль на відповідність ТУ, викладеним у паспортах (сельсини, потенціометри, фільтри, перетворювачі сигналів, шарикопідшипники, штепсельні рознімання і т.п.). При вхідному контролі в залежності від ТУ перевіряють різні робочі параметри з використанням контрольної апаратури і спеціальних установок.
Остаточну зборку привода здійснюють у наступному порядку: зборка штока з поршнем; зборка гідроциліндра; зборка гідроциліндра з потенціометром; зборка і монтаж штепсельного рознімання; монтаж гідропідсилювача; розпаювання проводів згідно схеми.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.