Наявність від'ємного перекриття підвищує чутливість та точність системи, але приводить до мимовільних втрат рідини при нерухомому поршню в циліндрі. Величина цих втрат буде залежати від значень перекриття та діаметрального зазору. При додатному перекриттю невиробничі втрати, у порівнянні з золотниковими пристроями, які мають від'ємне перекриття, незначні та залежать в основному від діаметрального зазору між гільзою та золотником. В цьому випадку витік відбувається по капілярній кільцевій щілині, утвореній внутрішньою поверхньою гільзи та по верхньою робочого паска золотника, що перекриває робочу щілину. При нульовому перекриті, коли а = l, довжини прохідної щілини та робочого паска золотника повинні бути рівними. Поняття нульового перекриття має більш теоретичне значення, ніж практичне, так як виготовлення золотникових розподільників з абсолютно рівними по довжині прохідними щілинами та робочими пасками практично неможливе. Це пояснюється не тільки неможливістю точного вимірювання, але і технологічними труднощами виготовлення гострих кромок гільзи та золотника. В дійсності вже невелике округлення гострих кромок змінює характеристику, і в цьому випадку золотникові розподільники з нульовим перекриттям перетворюються у золотникові розподільники з від'ємним перекриттям.
Гільзи і золотники різних конструкцій приведені на мал.29.Прохідні щілини прямокутного профіля в гільзах представляють собою кільцеві проточки,з”єднані з отворами для подачі робочої рідини (мал.29,а)
Вимога забезпечення малих витрат викликає обмеження ширини робочої щілини гільзи та діаметру золотника до таких розмірів, виготовлення яких практично стає неможливим. Гільзи з прохідними щілинами у вигляді отворів (мал. 29, б) застосовують у випадку, коли не пред'являються особливо суворі вимоги до лінійності характеристик по витраті. В цій конструкції величина перекриття буде визначатися відстанню від кромок паска золотника при його нейтральному положенні.
Найбільш технологічною у відношенні забезпечення високою точністю виготовлення являється конструкція золотникових розподільників з гільзами, які мають переривчасті прохідні щілини не круглої форми (мал. 29, в, г), при цьому відсікаючи кромки золотника можуть бути круговими. На мал. 29, д показані гільза та золотник струминного підсилювача.
Прохідні щілини некруглої форми у гільзах при невеликих розмірах можуть бути виконані механічним шляхом (протяганням та інше) з застосуванням спеціальних пристосувань. Ці операції повинні бути виконанні тільки до термообробки.
В цілях зменшення припуску під оздоблювальні операції матеріали повинні мати мінімальну деформацію після термічної обробки. Такими властивостями володіють цементуючі сталі 12ХНЗА, 18Х2Н4ВА, шарикопідшипникова сталь ШХ15, інструментальна сталь ХВГ, нержавіючі сталі 9X18 та інші.
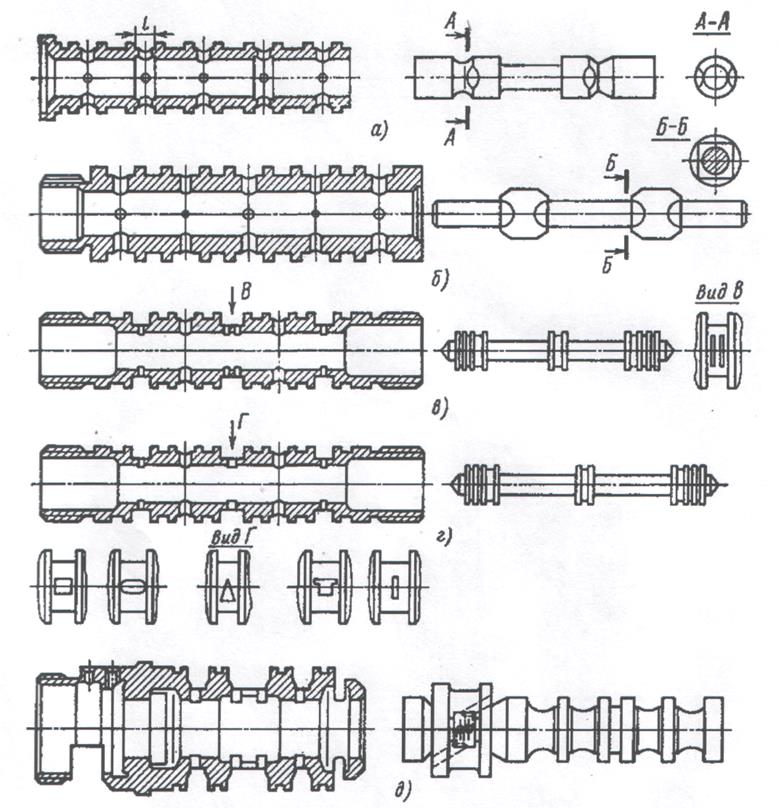
Мал.29
Тема 4.2 Особливості попередньої обробки гільз та золотників
До попередньої обробки пред'являють високі вимоги до точності, так як необхідно забезпечити малі припуски в цілях зниження трудомісткості наступних чистових та доводочних операцій. Високі вимоги до точності форм деталей викликані ще і труднощами виправлення похибки попередньої обробки на остаточних операціях.
В якості вихідної заготовки звичайно застосовують пруток відповідного діаметру. Чергова обробка зовнішніх поверхонь гільзи та золотника робиться на універсальних токарних, револьверних, одношпиндельних або багатошпиндельних автоматах до 4-го класу точності та шорсткості Rz = 10÷20мкм Ra = 1,25÷2,5мкм з залишком припуску 0,5—0,6 мм.
Обробка центрального отвору гільз діаметром 6—8 мм виконують свердлінням, зенкеруванням, розгортанням та т. д. Переважає свердління спіральними свердлами з наступним зенкеруванням або тільки свердління рушничними свердлами під термообробку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.