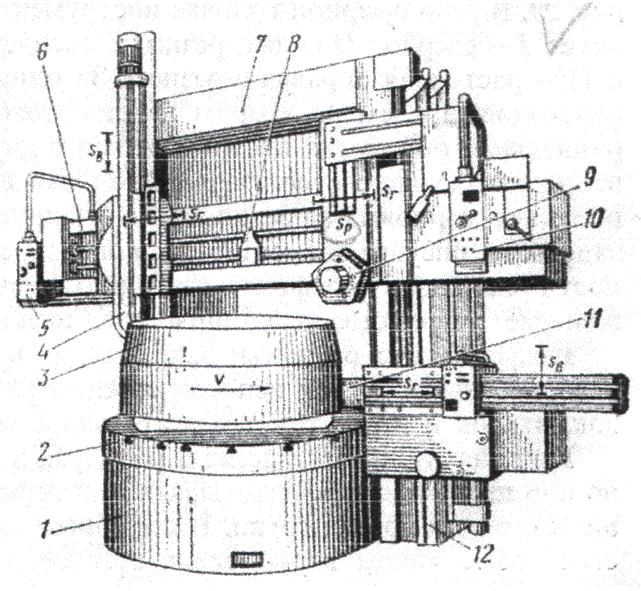
складається з підстави 1 столу (каруселі), двохстійок 12 і поперечки 7, що утворять портал. На підставі маються кільцеві напрямні для обертання столу (каруселі) 2 з необхідною швидкістю різання на заданому діаметрі заготовки 3. По направляючим стійки переміщається траверса 6 для установки на необхідній висоті двох супортів: револьверного з револьверною голівкою 9 і вертикального 4 з резцетримачем. Револьверний супорт дозволяє встановлювати різальні інструменти на кожен із п'яти граней револьверної голівки. Голівка може повертатися на 1/5 окружності щодо горизонтальної осі, супорт переміщатися горизонтально по траверсі (8Г) за допомогою гвинта 8 і похило (8Р) по власних напрямних. Вертикальний супорт також пересувається горизонтально по траверсі (8Г) і вертикально або похило по власним направляючої (8В). Крім згаданих, мається ще і бічний супорт 11, що переміщається по стійці (8В) і горизонтально (8Г).
Верстат приводиться в дію від електродвигуна. Зміна частоти обертання каруселі здійснюється східчасте від коробки швидкостей. Подачі всіх супортів здійснюються від коробки подач. Наявність трьох (а іноді і більш) супортів дозволяє вести рівнобіжну обробку торцевих і зовнішніх поверхонь і отвору заготовки.
Роботи, виконувані на верстатах.
На лобових верстатах установка заготівель здійснюється в трехкулачковому що самоцентруе чи в чотирьохкулачковому патроні. На карусельних верстатах із планшайбою (столом) малого діаметра закріплення заготівель може здійснюватися також самоцентруючими пристроями. Зі збільшенням розмірів заготовок для їхньої вивірки і закріплення на планшайбі застосовують окремі кулачки, планки, домкрати, підставки, кубики і т.п. Транспортування заготівель на планшайбу і з неї здійснюється в останньому випадку чи кранами спеціальними підйомниками 3 електромеханічним і гідромеханічним приводами.
Заготовку на столі (планшайбі) вимірюють, тобто додають їй правильне положення щодо осі обертання і поверхні столу (планшайби). Вимірку роблять за допомогою чи рейсмуса індикатора, установлюваного нерухомо відносно заготовки, що повільно повертається, використовуючи наявні на ній такі конструктивні елементи, як центральний отвір, зовнішній діаметр, діаметр виїмки і т.п. У ряді випадків вимірку ведуть по розмітці, тобто спеціальним ризикам і крапкам на заготовці, що визначає чи границі положення оброблюваної поверхні.
Закріплення заготовок повинно бути швидким і надійним, що досягається механізованим гідро-, пневмо- чи електромеханічним пристроєм. Надалі прискоренні процесу вимірки криються значні резерви підвищення продуктивності.
Виміреній і закріпленій заготовці повідомляється обертальний рух разом зі столом (каруселлю, планшайбою). Цей рух є рухом різання з заданою швидкістю V. Рух подачі роблять різальні інструменти, встановлені в резцетримачах і в револьверній голівці супортів.
Сполучення рухів подачі з обертанням заготовки дозволяє обробляти і зовнішні, і внутрішні торцеві, циліндричні і конічні поверхні. Приклад обробки однієї сторони шківа приведений на мал. 8. У револьверній голівці інструментами зайняті чотири позиції з п'яти: І — свердла, II —два різця в спецдержавці, III — підрізний різець і IV— розточувальне оправлення з різцем. За одну установку виконується шість переходів, причому на другому і четвертому, переходах здійснюється рівнобіжна обробка інструментами з двох супортів. Крім цього, на другому переході з револьверної голівки ведеться рівнобіжне обточування двох торцевих поверхонь: маточини і диска шківа. Крім показаних на малюнку елементарних поверхонь, обробляються і поверхні складного профілю, для чого застосовують спеціальні копіювальні пристрої механічні, електричні чи гідравлічні.
Різальні інструменти закріплюють у резцетримачі чи гніздах револьверних голівок чи безпосередньо за допомогою державок, оправлень, втулок і іншого допоміжного інструмента.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.