Різальний інструмент.
У залежності від виду оброблюваної поверхні і використовуваного обладнання при фрезеруванні застосовують різні типи фрез (мал. 105). У циліндричних і дискових однобічних фрез ріжучі кромки розташовані по зовнішній поверхні. У дискових двосторонніх, кутових, торцевих насадних, кінцевих і шпонкових фрез, зубці, що ріжуть, розташовані на зовнішній циліндричній поверхні і на одному з торців. У дискових тристоронніх фрез, зубці, що ріжуть, розташовані на двох торцях і на зовнішній циліндричній поверхні. Циліндричною фрезою можна обробляти тільки одну площину, двосторонньою дисковою можна одночасно обробляти дві взаємно перпендикулярні площини, а дисковою тристоронньою — три.
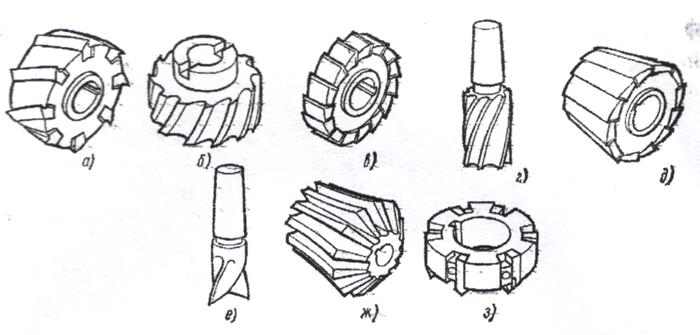
Мал. 105. Фрези для обробки поверхонь на фрезерних верстатах
Кожен тип фрез може мати різні конструктивні виконання. Наприклад, зубці фрез, які ріжуть, виготовляють прямими (мал.105, в, д) чи гвинтовими (мал. 105, а). Гвинтові зубці забезпечують плавну роботу фрези. Фрези бувають цільними чи збірними. Цільні фрези виготовляють з інструментальних сталей. У збірних фрез робочою частиною є пластинки зі швидкорізальних сталей чи твердих сплавів. Закріплюють пластинки на корпусі фрези, виготовленому з конструкційної сталі, чи пайкою механічно.
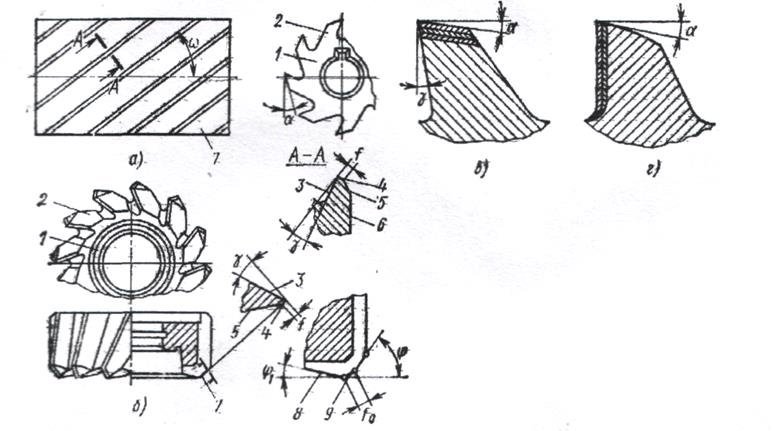
Мал. 106. Частини, елементи і геометрія циліндричної і торцевої насадної
фрез
Циліндрична фреза з гвинтовим зубцем (мал. 106, а) і торцева насадна (мал. 106,б) складаються з корпуса 1 і ріжучих зубців, 2. Розрізняють наступні елементи зубця фрези: передню поверхню З, стрічечку 4, задню поверхню 5, спинку зубця 6 і ріжучу кромку, 7. Стрічечка шириною ґ = 0,05 - 0,1 мм дозволяє більш точно виготовляти фрезу по діаметру. Геометрію частини циліндричної ріжучої фрези, характеризують наступними кутами: переднім кутом , головним заднім кутом, кутом нахилу зубців. Передній кут вимірюють у площині, перпендикулярній головній ріжучій кромці, а головний задній - у площині, перпендикулярній осі обертання, фрези.
Торцева насадна фреза крім головної ріжучої кромки,
7 у зубця фрези має допоміжну ріжучу кромку, 8 і перехідну 9 шириною![]() . Головний кут
. Головний кут ![]() у плані
торцевої насадної фрези вимірюють між проекцією головної кромки ріжучого зубця
на осьову площину і напрямком подачі. Допоміжний кут ^ у плані складає 5—10°.
Чим він менше, тим менше шорсткість обробленої поверхні. Перехідна ріжуча
кромка підвищує міцність частини ріжучого зубця. Головний передній і головний
задній кути вимірюють у площині, перпендикулярній проекції головної ріжучої
кромки зубця на осьову площину.
у плані
торцевої насадної фрези вимірюють між проекцією головної кромки ріжучого зубця
на осьову площину і напрямком подачі. Допоміжний кут ^ у плані складає 5—10°.
Чим він менше, тим менше шорсткість обробленої поверхні. Перехідна ріжуча
кромка підвищує міцність частини ріжучого зубця. Головний передній і головний
задній кути вимірюють у площині, перпендикулярній проекції головної ріжучої
кромки зубця на осьову площину.
Більшість типів фрез мають плоскі передні і задні поверхні. Така форма зуба, називається гострою, (мал. 106, в) проста у виготовленні і для заточення. Для фасонних фрез зуби запилюють , тобто головну задню поверхню роблять не плоскою, а по спіралі Архімеда (мал. 106, г). Завдяки цьому при переточуванні, форма і розміри фасонного профілю ріжучих кромок зубця змінюються незначно. Кути частини ріжучих фрез для конкретних умов обробки приведені в довідковій літературі.
Спосіб закріплення фрези на верстаті залежить від її конструкції, Фрези з осьовим отвором кріплять на оправлення і називають насадними. Фрези, що мають циліндричний чи конічний хвостовик, називають хвостовими. Хвостовик служить для закріплення фрези. Насадні фрези (циліндричну, дискову, кутову і т.і.) можна закріплювати за допомогою центрового оправлення (мал. 107, а). Фрезу 1 закріплюють на оправленні 2, що вставляють у конічний отвір шпинделя 3 і затягують болтом 4. Сухарі 5, що входять у пази фланця шпинделя й оправлення, утримують її від провертання. Рух на фрезу передається через шпонку 6. Правий кінець оправлення підтримують підшипники 7 підвіски. 8. Осьове положення фрези на оправленні фіксують гайкою 9 і настановними кільцями 10. Такий спосіб закріплення використовують в основному на горизонтально-фрезерних верстатах. Торцеві і дискові фрези закріплюють на кінцевому оправленні 11 за допомогою шпонки 12 і гвинта 13 (мал. 107, б). Фрези з конічним хвостовиком закріплюють безпосередньо в конічному отворі чи шпинделі через перехідну втулку 14 (мал. 107, в). Для закріплення фрез з циліндричним хвостовиком використовують різні по конструкції патрони, встановлювані в шпинделі верстата як кінцеві оправлення.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.