При значних масах і розмірах заготовок іноді чи недоцільно неможливо обробляти деякі їхні поверхні з використанням верстатів інших груп. У подібних випадках розширюють технологічні можливості карусельних верстатів, використовуючи спеціальні пристрої - голівки для шліфування, фрезерування, довбання, свердління периферійних отворів і т.п. Це дозволяє без зняття з верстата, наприклад, конуса завалочного апарата домни діаметром більш 5000 мм - обточити конус, а потім шліфувати його, установивши на супорт шліфувальне пристосування.
Обробка на лобових верстатах мало відрізняється від обробки коротких деталей на звичайних токарських верстатах. Лобові верстати поступово витісняються карусельними чи могутніми токарськими верстатами.
Мил. 94. Приклад обробки шківа на токарно-карусельному верстаті
Техніка безпеки при роботі на карусельних і лобових верстатах. Різальні інструменти верстатів можуть відрізнятися від аналогічних інструментів токарно-гвинторізних верстатів великими розмірами і працювати при великих навантаженнях. Це вимагає особливої уваги до надійному їх закріпленню в резцетримачах. Установка інструментів на верстатах з великими столами (каруселями) здійснюється за допомогою вантажопідйомних засобів, що вимагає дотримання відповідних правил при закріплені та переносі різців.
Вимоги до огородження передавальних механізмів і ланок залишаються загальними, однак при значних розмірах карусельних верстатів необхідне огородження всієї площадки, зайнятої верстатом, щоб виключити доступ сторонніх облич у зону повільно переміщуються частин верстата (траверси, супортів при холостих ходах), що обертається каруселі, що розлітається стружки і т.д. При великих перетинах шару, що зрізується, стружка становить особливу небезпеку, і тому потрібно спеціальне заточення різців, що гарантує стружкозавивання. Зона стружкоутворення повинна відгороджуватися щитками, що перешкоджають вильоту елементів стружки, що можуть мати значну масу.
Пристосування повинні надійно утримувати заготовку від яких-небудь переміщень під дією сил різання, що особливо важливо для лобових верстатів. Транспортування заготовок, здійснюється за допомогою підйомно-транспортних засобів, вимагає дотримання правил використання останні і ретельні закріплення заготовок. Для вивірки важких заготовок варто уникати застосування ломиків і інших важелів, заміняючи їх гідравлічними чи електромеханічними штовхальниками.
Закріплення інструмента, що ріже, варто вести при зупиненій планшайбі і відведеному сусідньому супорті щоб уникнути ушкоджень у випадку зриву ключа при затягуванні гвинтів резцетримача і т.п.
БАГАТОШПИНДЕЛЬНІ ТОКАРСЬКІ НАПІВАВТОМАТИ
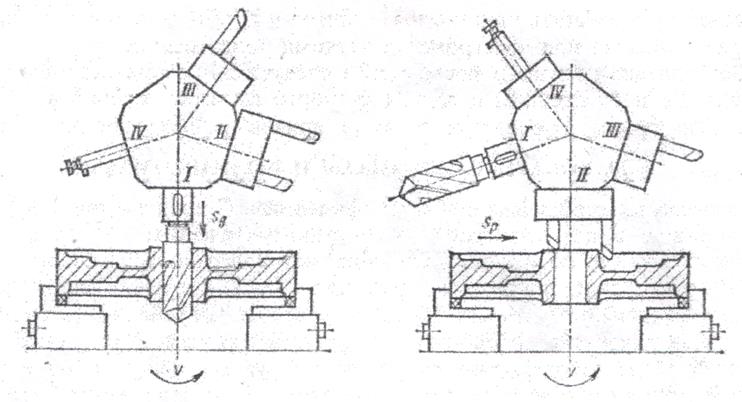
Багатошпиндельні токарські напівавтомати виконуються з горизонтальним і вертикальним розташуванням шпинделів. Число шпинделів від 4 до 12 (частіше 4, 6 і 8). Заготовками служать шматки прокату, чи окремі виливки, штампування, кування. На цих напівавтоматах здійснюється гостріння, свердління, нарізування різьблення, розгортання, проточування канавок і т.п.
Одна з позицій напівавтомата є завантажувальної, а в інші ведеться обробка поверхонь заготівлі: усіх (напівавтомати рівнобіжної дії) чи частини їх (напівавтомати послідовної дії). Кожна робоча позиція обслуговується групами поперечних і поздовжніх супортів, причому останні можуть бути об'єднані в єдину конструкцію з одним приводом подачі. У ряді позицій на поздовжніх супортах встановлюються інструментальні голівки з окремим приводом головного руху. Заготовки затискаются гидравлічно в кулачкових чи цангових патронах. Напівавтомати рівнобіжної дії (мал. 95,а) власне кажучи являють собою об'єднання ряду ізольованих одношпиндельних верстатів. Супорти кожної групи можуть вступати в роботу чи одночасно. У першому випадку карусель безупинно обертається щодо колони з кулачком, а в другому випадку поворот її здійснюється відразу на кут, що залежить від числа шпинделів верстата (45°, 60° і т.д.).
Кількість позицій напівавтоматів послідовної дії
(мал. 95,б) дозволяє здійснювати рівнобіжну обробку двох однакових чи різних
деталей одночасно.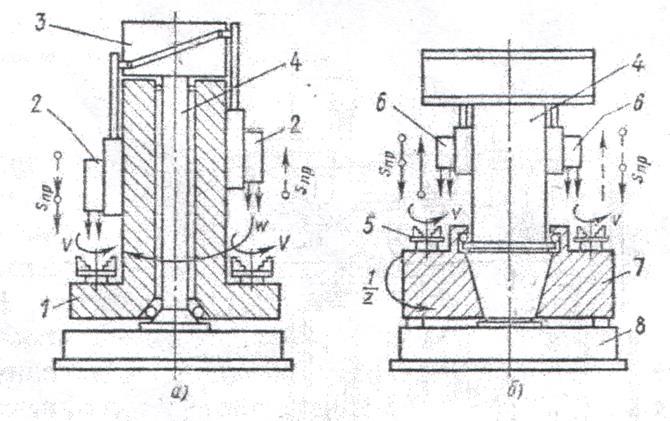
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.