Остаточну обробку відтинаючих кромок у гільзах роблять на токарних верстатах із застосуванням розточних різців, оснащених пластинками з твердого сплаву. Особливих технологічних труднощів викликає обробка кільцевих виточок у гільзах, що мають внутрішній діаметр 5—10 мм. При обробці канавок у таких гільзах спостерігається сильне віджимання різця, вібрація, що приводить до нестабільних розмірів ширини канавки і відстані між ними, хвилястість відтинаючих кромок і їхня неперпендикулярність до осі гільзи.
Для збільшення твердості різця і напрямку його по отворі оброблюваної гільзи, для введення різця у виточку і виводу її після обробки в пристосуванні мається ексцентрикова втулка 1, крізь яку проходить хвостовик різця. При введенні в гільзу і виводу її різець займає таке положення, що його голівка не виходить за межі зовнішньої поверхні ексцентрикової втулки (на мал. 33 це положення різця заштриховане).
Ширина робочої кромки твердосплавного різця дорівнює ширині виточки. Хвостовик різця затискають у цанзі 3 поворотом гайки затяжного гвинта 2. При обробці гільзи малого діаметра в цашу вставляють перехідну розрізну втулку, у якій міститься хвостовик. Поворот різця здійснюється шляхом обертання вручну маховичка, що сидить на валу черв'яка. Передатне відношення черв'ячної пари і = 1:12. При повороті черв'ячного колеса на один оборот ріжучої кромки.
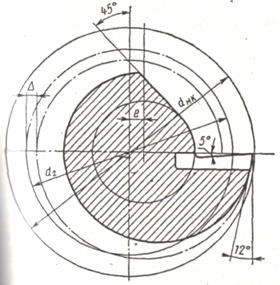
Мал. 33 Графічний спосіб визначення розмірів ексцентрикової втулки кромки різця плавно врізається на необхідну глибину виточки і потім повертається у вихідне положення.
Пристосування опорною частиною встановлюється за допомогою його рукоятки. Співвісність шпинделя верстата і ексцентрикової втулки у вертикальній площині забезпечується підшліфовкою опорної частини чи пристосування шляхом використання набору прокладок. Для досягнення паралельності осей шпинделя і ексцентрикової втулки шпиндель вводять у виріб і після цього пристосування закріплюють рукояткою різцетримача Обробку починають з найбільш вилученої канавки в золотниковій гільзі. Довжина ексцентрикової втулки повинна дорівнювати відстані оброблюваної канавки від торця гільзи.
Торець гільзи повинен бути строго перпендикулярний до осі отвору гільзи, тому що він є опорою для ексцентрикової втулки.
При розточенні наступних канавок на ексцентрикову втулку встановлюють розмірні втулки 4.
Попередню проточку кільцевих канавок роблять до термообробки звичайними розточувальними різцями з залишенням припуску на кожну кромку 0,15—0,2 мм. Після термообробки виробляється остаточна обробка кільцевих канавок однокромочними різцями за допомогою того ж пристосування.
Обробку однокромочними різцями починають з найбільш вилученої виточки, а розточення наступних канавок роблять із застосуванням розмірної втулки. Для цього необхідно інструмент вивести з оброблюваного отвору, установити мірну втулку і почати розточення наступної канавки. Тому у випадку, коли гільза виконана з двома кільцевими виточками, застосовують двокромочні твердосплавні різці, що дозволяють за один оборот навколо своєї осі обробляти обидві виточки.
Обробка з застосуванням абразивного інструмента. Кільцеві виточки в гільзах, що мають твердість більш НRС 50 і ширину більш 4 мм, обробляють із застосуванням абразивного кола. Це зумовлюється не тільки вимогою підвищення чистоти відсікаючих кромок, але і недоцільністю застосування при ширині прохідних щілин більш 4 мм широких канавкових різців. У цьому випадку робота різців проходить у більш несприятливих умовах, що може привести до погіршення якості відтинаючих кромок.
При шліфуванні відтинаючих кромок, з метою підвищення їхньої якості варто враховувати, що після термічної і хіміко-термічної обробки гільз відбуваються відповідні структурні і фазові перетворення, що приводять до об'ємних змін і як наслідок цього, до виникнення напруг у місцях з неоднорідною структурою. Значне виділення теплоти при обробці канавок може викликати місцеві напруження, значно підвищити сили, затрачувані на шліфування.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.