Подібно іншим верстатам токарської групи, револьверні (чи, цілком, токарно-револьверні) верстати мають обертальний рух різання, що повідомляється оброблюваній заготівлі, і поступальний чи обертальний рух подачі, що повідомляється різальному інструменту. Подача може бути круговий 8,ф, подовжньої 8пр0д чи поперечної 8ЦОп і здійснюватися переміщенням револьверної голівки, поперечних чи супортів револьверного супорта верстата.
Револьверні верстати застосовують в умовах серійного виробництва для обробки таких деталей, як фланці, барабани, шківи, кришки, поршні і т.д. зі штучних заготівель, отриманих виливком, чи штампуванням куванням, або з прутка круглого, шестигранного чи квадратного перетину. У процесі обробки заготівля може піддаватися точінню, підрізанню, свердлінню, розточуванню, розгортанню, нарізуванню зовнішнього і внутрішнього різьблень і т.д. Спеціальними технологічними прийомами, зокрема груповою обробкою, розширюють область раціонального застосування револьверних верстатів в умовах одиничного і дрібносерійного виробництва.
Револьверні верстати відносяться до третього типу верстатів першої (токарської) групи, що відбивається в індексі моделі: 1П371, 1365, 1Н318, 1А340, 1А325 і ін. Останні дві цифри можуть позначати найбільший діаметр оброблюваного круглого прутка. Наприклад, у приведених моделях 18, 25,40 і 65 мм.
Усі револьверні верстати розділяють: а) по виду заготівлі - на пруткові і патронні; б) по розташуванню осі повороту револьверної голівки - на верстати з вертикальною і горизонтальною подовжньою віссю голівки; в) по числу гнізд у голівці для розміщення інструментів — на 4, 6, 16-позиційні; г) по ступені автоматизації -на звичайні, верстати і напівавтомати. Зовнішньою ознакою токарно-револьверних верстатів є наявність голівки на револьверному супорті (круглої чи шестигранні), поперечного супорта і відсутність задньої бабки.
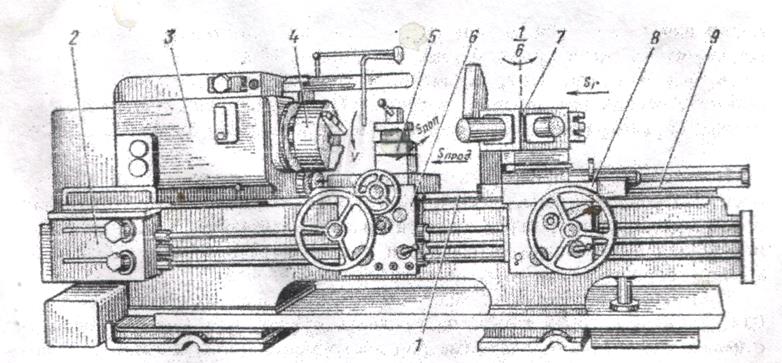
Мол. 88. Токарно-револьверний верстат:
І - станина з напрямними; 2 - коробка подач супортів; 3 - шпиндельна бабка; 4 -патрон на шпинделі; 5 — різцетримач супорта; б — супорт із фартухом; 7- шестигранна револьверна голівка з гніздам» для установки різальних інструментів; 8 — револьверний супорт; 9 — барабан револьверного супорта з упорами
Основні вузли і робочі рухи верстата.
Виконавчий механізм револьверного верстата з вертикальною віссю револьверної голівки (мал. 88) складається зі шпинделя з трехкулачковим патроном 4 чи цангою для установки заготівлі і револьверної голівки 7 і супорта 6 для установки різальних інструментів (різців, свердлів, розточувальних блоків і т.п.). На малюнку показаний верстат патронного виконання (мод. 1П371). Обертальний рух зі швидкістю різання V повідомляється прутку або штучній заготівлі від електродвигуна звичайно передавальним механізмом, що складається з пасової передачі і коробки швидкостей. Рух подачі одержує різальний інструмент, закріплений у різцетримачі 5 поперечного супорта чи в шести гніздах револьверної голівки (8г). Це рух від електродвигуна верстата звичайно передається пасовою передачею, циліндричними зубчастими колісьми, черв'ячною парою, рейковою передачею і т.д. Після виконання переходу голівці повертається на 1/6 обороту, вводячи в робочу зону новий інструмент.
Мал. 89. Упори револьверного верстата:
а - барабан з упорами, що обмежують подовжню подачу супорта; б -відвідної упор верстата з горизонтальною подовжньою віссю голівки; 1 — поворотний корпус барабана; 2 — упори, регульовані для кожної позиції револьверної чи голівки супорта; 3 - - твердий упор на супорті; 4 -контргайка регульованого упора; 5 -револьверна голівка; б—регулюючий гвинт; 7— відвідної упор; 5— станина верстата
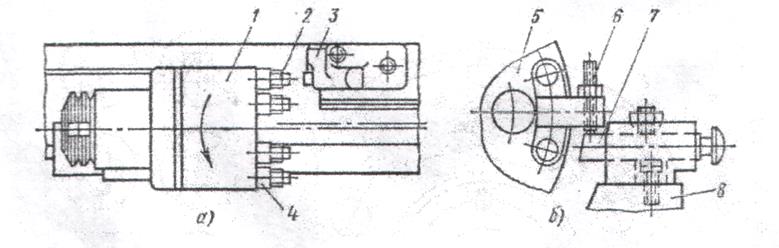
Несуща система верстата (див. мал. 89,б) аналогічна системі токарського верстата при роботі в патроні: зусилля між інструментом і заготівлею замикаються через станину 1 (мал. 1) з напрямними супорта і шпиндельну бабку 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.