U-подібні манжети виконуються з закругленою (рис. 5.33, а) і плоскою (рис. 5.33, б) основою, причому манжети першого типу виготовляють з гуми, прогумових тканин і шкіри, а другого переважно з гуми. Останнє обумовлено тим, що виконання манжет з плоскою основою зі шкіри і прогумової тканини більш складне, ніж з закругленною основою. Перевагою манжет з плоскою основою є те, що усувається небезпека розриву нижньої її частини під дією тиску рідини, що простежується в манжетах з круглою основою. Якщо не використати фасонне опорне 1 і розпорне 2 кільця (рис. 5.33, а).
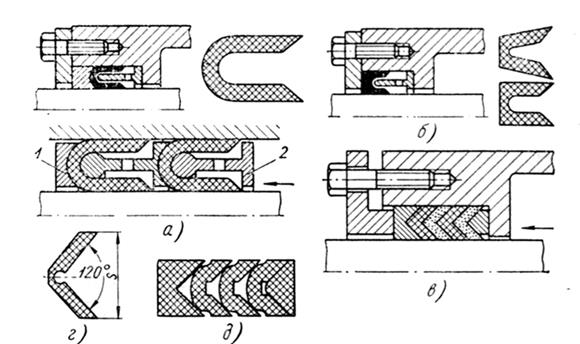
Рис. 5.33. Розповсюджені форми ущільнюючих манжет
Манжети 2 монтують на щільній посадці по плунжеру 1 (рис. 5.30, б) і по поверхні розточки канавки (проточки) 3. При цьому пружність манжети забезпечує герметичність з’єднання при нульовому та близькому до нього тисках рідини. При наявності в системі тиску р губки а манжети під розпорною дією цього тиску щільно піджимаються до ущільнюючих поверхонь (рис. 5.34, в).
Герметичність з’єднання погіршується з підвищенням швидкості руху штока, що обумовлено розклинюючою дією затягуємої в зазор рідини, а також погіршенням відновлення форми поперечного перерізу ущільнюючого кільця, в результаті чого погіршується заповнення гумою мікровпадин і компенсація нерівностей на штоку.
З підвищенням тиску відновлюваність форми кільця поліпшується, в результаті при високому тиску витоки рідини з підвищенням швидкості ковзання ростуть повільніше, ніж при низькому тиску.
Для поліпшення початкового контакту манжети з ущільнюємими поверхнями, а також для збереження нею форми манжету при монтажу ущільнювального пакету розміщують між фасонним опорним 1 і розпорним 2 кільцями (манжетоутримувачами) (див. рис. 5.33, а) з металу або текстоліту.
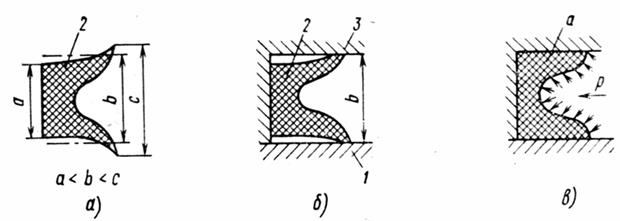
Рис. 5.34. Схема дії манжетного ущільнюючого кільця
Для поліпшення щільності контакту використовують також манжети, в яких простір між ущільнюючими губками заповнюється м’якою гумою (рис. 5.35).
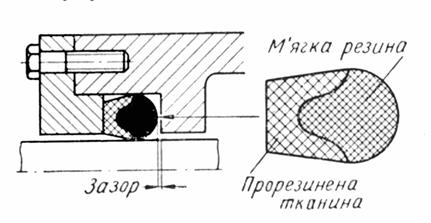
Рис. 5.35. Манжети із збільшеною поперечною пружністю
Число манжет вибирають в залежності від величини робочого тиску. Як правило рекомендується застосовувати від двох до трьох і лише в окремих випадках до чотирьох манжет. Одна манжета рекомендується для тиску 3,5-4 МПа (35-40 кгс/см2).
Манжети виготовляють з гумових сумішей, шкіри, пластмасових матеріалів і їх комбінацій з гумовими тканинами, прогумових бавовняно-паперових матеріалів і т. п. Найбільш поширено застосовують манжети з гуми і прогумових бавовняно паперових тканин.
Одержали розповсюдження шевронні манжети (див. рис. 5.33, в-д), які основним чином використовують для ущільнення деталей з зворотно-поступальним і, рідше, обертальним рухом. Ущільнюємий вузол виконують у вигляді кілець, які збирають в пакет по декілька манжет (див. рис. 5.33 в і д).
Шевронні манжети виготовляють з тих самих матеріалів, що і U-подібні. На рис. 5.33, г показаний переріз манжети з гуми, а на рис. 5.33, д зі шкіри. Для підвищення стійкості гумових манжет їх з двох сторін армують прогумовою бавовняно-паперовою тканиною. Опорні і розпорні кільця шевронних манжетів виготовляють з кутами, які перевищують на 50° кут губок манжетів.
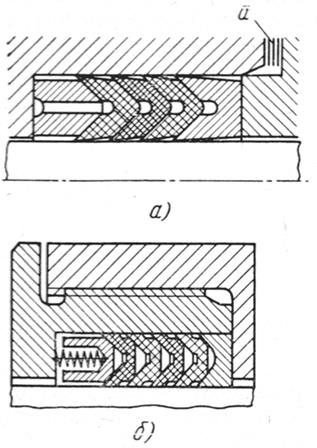
Рис. 5.36. Схема ущільнення штока шевронними манжетами
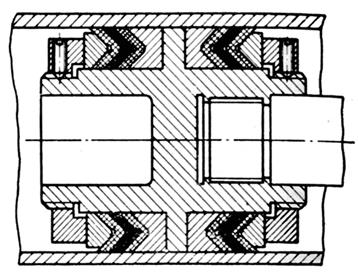
Рис. 5.37. Ущільнення поршня гідроциліндру за допомогою шевронних манжетів
Затяжка регулюється відповідним підбором шайб а (рис. 5.36, а) або пружинами (рис. 5.36, б).
втулку в цьому випадку можна затягувати до торкання торця затискної букси з корпусом.
На рис. 5.37 показано ущільнення поршня гідроциліндра шевронними манжетами.
Ущільнення обертових валків об’ємних гідромашин здійснюється в основному двома способами: по колу вала (радіальне ущільнення) і по торцевим поверхням (торцеве або механічне ущільнення).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.