де
![]() - колова швидкість центра тиску пластини,
яка дорівнює
- колова швидкість центра тиску пластини,
яка дорівнює
![]() , тоді
(2.27) запишемо так
, тоді
(2.27) запишемо так
 .
(2.28)
.
(2.28)
Звідси кутова швидкість дорівнює
 ,
(2.29)
,
(2.29)
де
 - робочий об’єм двигуна.
- робочий об’єм двигуна.
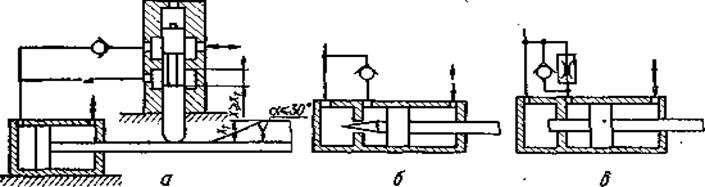
При великих масах і швидкостях руху в кінці ходу виникають удари, які приводять до швидкого зносу і руйнуванню деталей циліндра, а також порушенню нормального ходу технологічного процесу. Для зменшення удару і загашення кінетичної енергії застосовують гальмівні пристрої, принцип роботи яких полягає в підвищенні тиску в зливній порожнині шляхом зміни (зменшення) площі прохідного перерізу зливної лінії. Гальмівні пристрої можуть бути внутрішні (встроєні в циліндр) і зовнішні рис. (2.40).
|
|
|
Рис. 2.40. Схеми гідроциліндрів з гальмівними пристроями |
Співвідношення
швидкостей на початку гальмування![]() та швидкості в кінці
та швидкості в кінці![]() таке
таке
![]() .
.
Витрата рідини на початку гальмування
![]() , витрата
рідини в кінці гальмування
, витрата
рідини в кінці гальмування ![]() .
.
Площа дроселя на початку гальмування
![]()
 ,
(2.30)
,
(2.30)
аналогічно площа дроселя в кінці гальмування
 .
(2.31)
.
(2.31)
Рівновага сил, діючих на поршень
 , (2.32)
, (2.32)
Де F1 і F2-ефективні площі лівої і правої порожнин поршня.
Час гальмування визначається так (прискорення постійне)
 .
.
Рис. 2.41. Конструктивна схема внутрішнього гальмівного пристрою
Гільзи
Гільзи виготовляються з стальних труб, а також чавунового та стального литва і алюмінієвих сплавів.
Вимоги:
1) твердість по Брінелю – НВ 241-285;
2)
![]()
![]() конусність, овальність і бочкоподібність не більше половини
поля допуска посадки;
конусність, овальність і бочкоподібність не більше половини
поля допуска посадки;
3) не прямолінійність утворюючої ;
4) биття торців ;
|
5) биття поверхні центрування кришок відносно внутрішньої поверхні гільзи не більше половини допуска на діаметр; 6) монтажні фаски під кутом 15-30°; 7) шершавість внутрішньої поверхні гільзи 0,32-0,125; |
|
8) тверде або пористе хромування, хромокисле анодування, товщина покриття 36-42мкм, після покриття полірувати;
9) зовнішня поверхня краситься або хромується.
Шток
Шток виготовляють суцільним або з труб.
Вимоги:
1) термообробка: покращення до НВ 229-285, потім закалка ТВЧ до HRC 45-55;
2)
![]()
![]() конусність і овальність в границях половини допуска на діаметр;
конусність і овальність в границях половини допуска на діаметр;
3) непрямолінійність утворюючої ;
|
4) биття поверхні штока відносно посадочного місця під поршень не більше 0,01; 5) неперпендикулярність торця відносно поверхні штока не більше 0,01 на довжині 100 мм; |
|
6) шершавість 0,32;
7) хромувати і палірувати.
Поршень
Вимоги:
1) матеріал: антифрикційний чавун, сірий чавун, сталь з покриттям бронзою, латунню або капроном;
2) биття зовнішньої поверхні не більше 0,03;
3) биття торців не більше 0,03;
4) овальність не більше 0,03;
5) шершавість 0,63;
6)
посадка
поршень - шток ![]() ;
;
7)
посадка
поршень - гільза ![]() або
або ![]() .
.
Кришка
Вимоги:
1) матеріал: сталь, чавун;
2) введення отвору під шток відносно поверхні центрування не більше 0,03;
3)
посадка
кришка-гільза ![]() , посадка кришка-шток
, посадка кришка-шток ![]() ;
;
4) шершавість направляючої 1,25.
1) Поршні і плунжери циліндрів під статичним зусиллям повинні переміщуватися плавно по всій довжині ходу.
2) Не допускаються бокові навантаження на шток.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.