При увеличении выпуска уменьшается износ боковых стенок калибра вследствие снижения интенсивности скольжения металла по боковым стенкам.
|
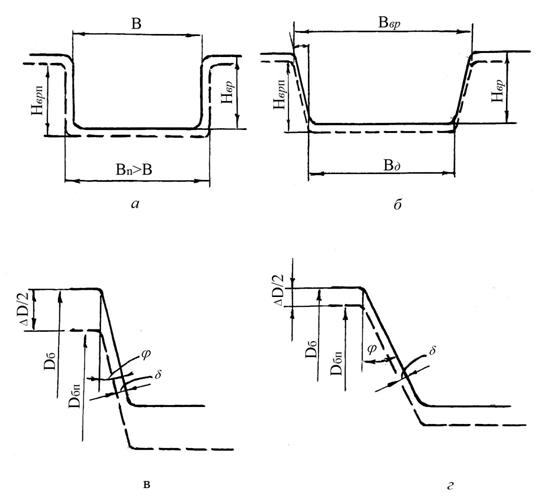
Рисунок 1.2 Влияние выпуска калибра (ручья) на восстановление ширины калибра (а, б) и на величину обточки (съема металла) по диаметру рабочих валков при ремонтных переточках (в,г):
В – ширина ручья без выпуска; Вп – ширина ручья после переточки;
Вд – ширина ручья по дну; Bвр – ширина калибра у разъема; Hвр – глубина вреза; Dб – диаметр валка по буртам до переточки; Dбп – диаметр валка по буртам после переточки; ΔD – уменьшение диаметра бочки валка по буртам при переточке; φ– (выпуск) угол наклона боковой стенки ручья; δ – выработка (износ) стенки калибра.
При слишком больших выпусках форма прокатываемого раската сильно искажается [1.4, 1.5, 1.6].
Раздел или разъем калибра
Калибр, как отмечено выше, образован двумя и более ручьями.
Раздел или разъем калибра – это участок, на котором профиль калибра переходит от одного ручья на другой в пределах или за пределами очертания профиля.
В зависимости от места расположения разъема при монтаже (врезе) калибра в валки различают открытые, закрытые, полузакрытые и диагональные калибры.
Этот участок разъема располагают в зависимости от расположения линии прокатки средней линии валков и нейтральной линии калибра (смотри Классификация калибров по конструкции).
Обозначение размеров калибров на чертежах
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.