Это приводит к различию вытяжек и линейной скорости выхода из валков верхней и нижней части раската, а в конечном итоге раскат стремиться изогнуться в сторону меньшей вытяжки, то есть в сторону валка меньшего диаметра.
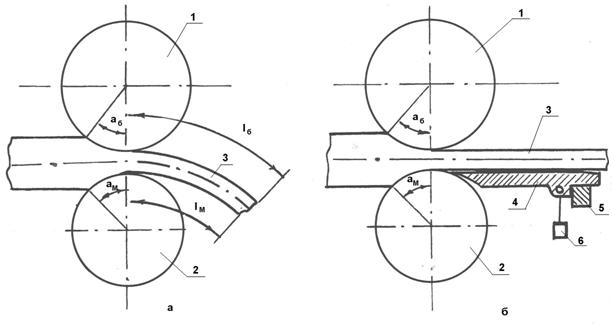
Рисунок 1.8 Схема изгиба раската (а) и исправления направления движения в вертикальной плоскости проводкой (б) на выходе из очага деформации при верхнем давлении: 1 и 2 – верхний и нижний рабочие валки Dв>Dн; 3 – раскат; 4 – нижняя проводка; 5 – проводковый брус; 6 – груз для прижатия проводки к валку и брусу; lб и lм – длина поверхностных слоев раската соответственно со стороны валков большего и меньшего диаметра; αб и αт – углы касания рабочих валков с раскатом соответственно Dб и Dт.
Это стремление раската загибаться вверх или вниз количественно оценивают разностью катающих диаметров верхнего Dкв и нижнего Dкн валков, называемой условно «давлением в калибре» (рис 1.6., рис.1.8.).
Если диаметр верхнего валка больше, чем нижнего, то прокатка происходит с верхним давлением и раскат на выходе из очага деформации будет изгибаться вниз.
При верхнем давлении линия прокатки и нейтральная линия калибра смещены ниже средней линии валков
![]() (1.26)
(1.26)
Если диаметр нижнего валка больше, чем верхнего, то прокатка происходит с нижним давлением и раскат на выходе из валков будет изгибаться вверх.
При нижнем давлении линия прокатки и нейтральная линия калибра смещены выше средней линии валков (рис.1.6)
![]() (1.27)
(1.27)
Обычно на сортовых станах применяют верхнее давление, в результате чего раскат стремясь изогнуться вниз, упирается в нижнюю выводную проводку и изменяет направление движения на прямолинейное (табл.1.2).
Таблица 1.2 Рекомендуемые разности диаметров рабочих валков для создания верхнего давления на сортопрокатных станах [1.5].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.