При расчете калибровок профилей сортовой стали простой формы поперечного сечения уширение раската в вытяжных калибрах можно определять приближенно по графикам А.П. Чекмарева [1.6], построенным на основании анализа работы большого числа калибровок на станах с валками диаметром 500,350,250 мм в зависимости от вытяжки в соответствующих калибрах (рис 1.18).
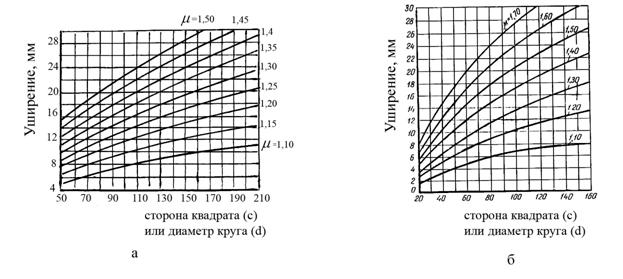
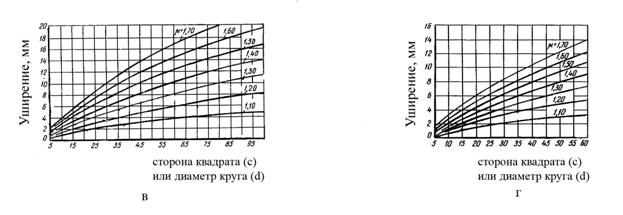
Рисунок 1.18- Зависимость уширения при прокатке ромбической полосы в квадратном калибре или овальной полосы в круглом калибре: а-
при D=800 мм; б - при D=500 мм; в - при D=350 мм; г - при D=250 мм [1.6].
Более точно
уширение в вытяжных калибрах можно рассчитать по методике, разработанной Д.И.
Старченко [1.11]. В этом случае в основную формулу (1.101) подставляют
приведенные к прямоугольной полосе значения толщины раската до пропуска h пр = Q/В и после пропуска, hпр = q/b, (рис 1.19),коэффициента обжатия
ηпр =Hпр /hпр и предварительного (приближенного)
уширения ∆bп для начала итерационного расчета.
Итерационный расчет выполняется на калькуляторе или ЭВМ, обычно за два – три
перерасчета до полного совпадения значений ∆b = ∆bп.
В этом случае уширение квадратного или круглого раската в ромбическом калибре вычисляется по формуле:

(1.102)
где приведенный коэффициент обжатия:  ;
;
объединенный коэффициент площади и притупления угла квадратного раската
 ,
,
Крз = 0.14 – 0.20 – нормативный коэффициент радиуса закругления по углам квадрата.
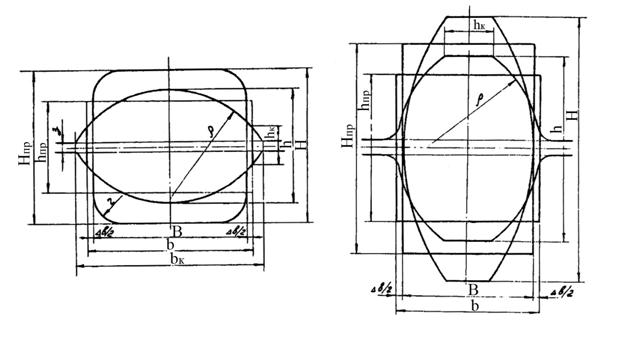
Рисунок 1.19 Схемы размеров приведенной полосы к определению приведенного уширения в вытяжных калибрах: а – квадратного раската в овальном калибре; б – овального раската в ребровом овальном калибре [1.11]
Уширение ромбического или овального раската в квадратном калибре:
 ,
(1.103)
,
(1.103)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.