Различают также полузакрытые калибры (рис. 1.4 е,к) у которых разъём валков располагают на определённой высоте боковых стенок профиля [1.4, 1.6]. При этом наружные грани профиля обрабатываются двумя валками.
Диагональные калибры (рис.1.4, и) располагают (врезают) под некоторым углом к осевой линии валков, а разъём калибра располагают по диагонали. При этом наклон калибров и разъёмы чередуют в смежных калибрах в одну, а затем в другую сторону.
На некоторых сортовых станах при прокатке двутавровых балок в предчистовом калибре с целью лучшего контроля ширины полок, в отличии от обычного закрытого балочного калибра, открытый ручей делают полузакрытым (рис.1.4, е), с разъемом на боковой стенке калибра, как в швеллерном контрольном полузакрытом калибре.
1.4 Расположение калибров в валках
Диаметры валков
Валки рабочих клетей сортопрокатных станов, как правило, имеют привод через шестеренную клеть, в которой вал - шестерни находятся в постоянном зацеплении по делительной окружности (рис. 1.5). Расстояние между осями валков шестеренной клети Dш всегда постоянно. Поэтому, по размерам Dш на чистовой клети, которые не изменяются в процессе эксплуатации рабочей клети, часто характеризуют прокатный стан. Диаметры же рабочих валков в процессе эксплуатации постоянно уменьшаются от Dмах до Dmin вследствие износа и ремонтных переточек для восстановления первоначальных размеров калибров. Во время работы стана для поддержания заданных размеров раската, в данном случае, высоты калибров предусматривают зазор между рабочими валками, а так как диметры валков по длине бочки переменные, то при калибровке, зазор принимают по буртам валков. При этом, в качестве исходного размера диаметра валков, принимают начальные (номинальные) диаметры новых валков D0.[1.4, 1.5].
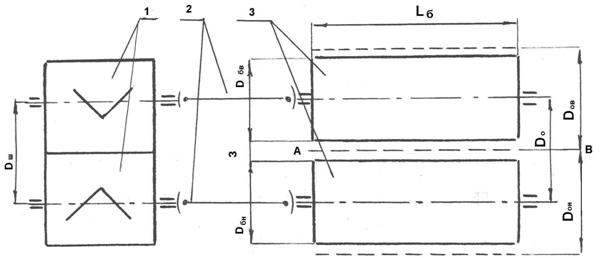
Рисунок 1.5 Схема к определению начальных диаметров валков и классификации сортопрокатного стана:
1 - вал-шестерни шестеренной клети; 2 – шпиндели; 3 – рабочие валки.
Каждая пара валков, гладких или калиброванных, имеющая различные диаметры в различных точках ручьев и по буртам, характеризуется двумя постоянными параметрами: длиной бочки Lби номинальным (начальным) диаметром D0,под которым понимают расстояние между осями верхнего и нижнего рабочих валков, включая и зазор между ними, то есть это такие воображаемые диаметры, при которых валки соприкасались бы между собой буртами (рис. 1.6.):
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.