М1 = Мхх+Мв;  ,
,
![]()
 [1.4], [1.12].
[1.4], [1.12].
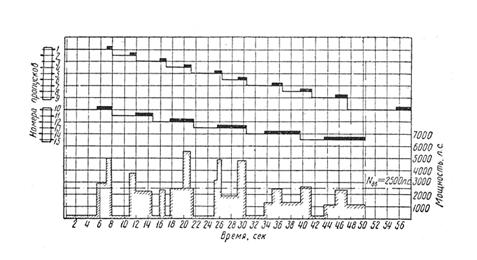
Рисунок 1.16 График прокатки на стане 800 и суммарной мощности при совпадении пропусков в разных клетях или при перекрытии пропусков по времени в одной клети [1.15].
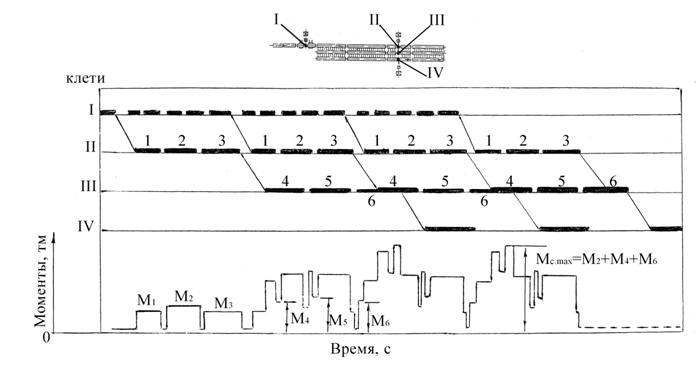
Рисунок 1.17 К определению максимального
суммарного момента прокатки в клетях трио (II-III)![]() с общим приводом: I-IV - рабочие клети; 1-6 номера и
продолжительность (
с общим приводом: I-IV - рабочие клети; 1-6 номера и
продолжительность (![]() ) пропусков в первой (1-3)
и второй (4-6) клетях трио;
) пропусков в первой (1-3)
и второй (4-6) клетях трио; ![]() -
- ![]() - моменты прокатки в 1-6 пропусках;
- моменты прокатки в 1-6 пропусках; ![]() - максимальный суммарный момент при
совпадении и перекрытии пропусков во времени.
- максимальный суммарный момент при
совпадении и перекрытии пропусков во времени.
1.10. Расчет уширения.
Весьма важной составляющей калибровки любого профиля, от самого простого до самого сложного фасонного, после разработки режима обжатий является расчет уширения: частного по пропускам и суммарного. При прокатке сортовых профилей вследствие неравномерности деформации по ширине калибров, особенностей условий трения и течения металла в них, возникают трудности расчета уширения по формулам, полученным при прокатке в условиях равномерной деформации, то есть при прокатке прямоугольного раската на гладкой бочке валков.
В условиях неравномерной деформации при расчете уширения вынуждены пользоваться не действительными (прямыми) размерами раската, а размерами, полученными при их перерасчете по специально разработанным методикам: соответственной полосы (А.Ф. Головин; В.С. Смирнов); описанных прямоугольников (Б.П. Бахтинов) или приведенной полосы (Д. И. Старченко). При расчете уширения фасонных профилей сложной формы поперечного сечения раскат условно разделяют на отдельные составляющие его полосоподобные элементы, каждый из которых рассматривают, как отдельную полосу простой формы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.