Dов =Dбв + з; Dон = Dбн + з ;  . (1.8.)
. (1.8.)
Обычно, за исключением идеального случая, начальные (номинальные)
диаметры верхнего и нижнего валков не равны ![]()
![]() .
.
Диаметры валков по буртам тоже неравны: ![]() . Таким образом, учитывая (1.8.):
. Таким образом, учитывая (1.8.):
 . (1.9.)
. (1.9.)
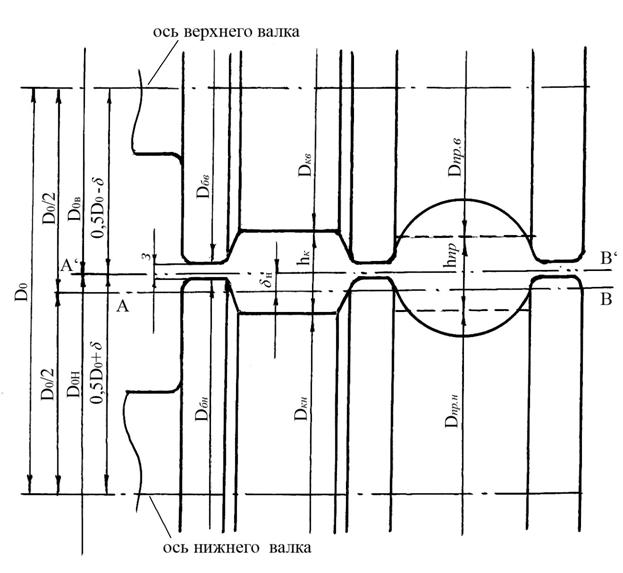
Рисунок 1.6 схема расположения линий: прокатки, средней линии валков, нейтральной линии калибра: Схема расположения калибров в валках при нижнем давлении: АВ – средняя линия валков; А’В’ – линия прокатки и нейтральная линия калибров; D0 – номинальный (начальный) диаметр валков; Dбв и Dба - диаметры верхнего и нижнего валков по буртам; з – зазор между валками; Dк– катающий диаметр валков; hк – высота ящичного калибра в рабочем состоянии; hпр – приведенная (средняя) высота круглого (или любого фасонного) калибра; Dпр – приведенный (средний) катающий диаметр валков при прокатке профиля сложной формы поперечного сечения.
При проектировании прокатных станов в качестве исходных размеров для всех клетей принимают Dш = const. Номинальные диаметры D0 новых рабочих валков для увеличения срока их эксплуатации, но с учетом допускаемого перекоса шпинделей, принимают на 5% больше постоянных, то есть
D0 max = 1.05 Dш. (1.10.)
Минимальный начальный диаметр рабочих валков после всех ремонтных переточек допускается (*по условию прочности) на 5% меньше Dш
D0 mix = 0.95 Dш . (1.11.)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.