Рисунок 1.10 Принципиальная схема калибровки валков непрерывного мелкосортноготстана при прокатке сортовой стали из одной
заготовки:
1-9-общие черновые и подготовительные калибры;
10-15-предчистовые и чистовые калибры для получения заданного профиля,[1.4]
Общие калибры, задействованные при прокатке в системах калибровок нескольких профилей, называют универсальными.
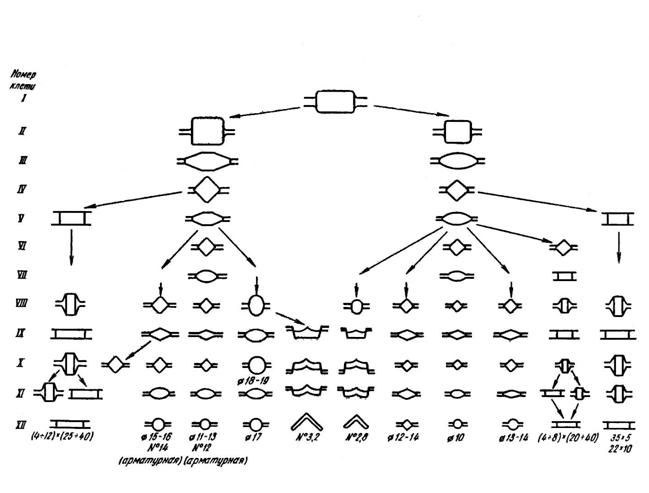
Рисунок 1.11. Принципиальная схема калибровки валков мелкосортного стана более широкого сортамента [1.5]
Наибольшая универсальность калибровок на узкоспециализированных станах, наименьшая – на станах, производящих профили более широкого сортамента и размера, например, крупносортных.
На рельсобалочных станах, хотя и ограниченный сортамент профилей больших размеров, унифицировать калибровки и выделять профили в отдельные группы нерационально, так как для каждого профиля требуется своя заготовка [1.4][1.5].
Разделение сортамента стана на группы влечет за собой определенные ограничения в расчетах калибровки конкретного профиля, выбора заготовки, расчета суммарного обжатия, какого либо профиля, принятия (или расчета) средних и максимального обжатия по пропускам.
1.8 Схема расчета калибровки
Под схемой расчета калибровки понимают порядок определения последовательного ряда переходных сечений заданного профиля.
Выбор схемы расчета зависит от сложности поперечного сечения профиля и наличия или отсутствия исходной заготовки с размерами для получения, данного профиля.
Расчет калибровки некоторых профилей простой формы, например, квадратной или полосовой стали можно выполнять по ходу или против хода
прокатки. При этом, если даже строго придерживаться оптимальных коэффициентов деформации по пропускам, исходя из имеющихся размеров заготовки, то за один прием (без повторного пересчета) трудно решить все вопросы, удовлетворяющие нормальный технологический процесс. Другими словами в этом случае возможен повторный перерасчет после корректировки некоторых технологических параметров.
Фасонные профили, имеющие сложную форму поперечного сечения, например, двутавровые балки, швеллера, рельсы и т.д., всегда рассчитывают против хода прокатки. Такой порядок расчета, как правило, исключает необходимость повторного перерасчета, за исключением случаев, когда возникает необходимость корректировки режима деформации в последнем по ходу расчета, т.е. первом по ходу прокатки приемном (или чаще разрезном) калибре по условиям захвата раската валками или изменения размеров заготовки задаваемой в этот калибр.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.