D0 = D0В+ D0Н/2 (1.19)
m=±ΔD=( D0В- D0Н)= (D0Н - D0В) (1.20)
D0/2=(D0В+ D0Н)/2×2=(D0В+ D0Н)/4 (1.21)
δв= D0/2- D0Н/2; δH= D0/2- D0B/2 (1.22)
δв= D0/2- D0Н/2=( D0В+ D0Н)/4-D0В/2 =( D0В- D0Н)/4 = m/4 (1.23)
![]() . (1.24)
. (1.24)
Таким образом, линия прокатки смещена относительно средней
линии валков на δ=±m/4 при прокатке с
верхним давлением вниз, а с нижним - вверх. Например, для крупносортного стана:
D0=650мм, δв=3 мм.
Определяют начальные диаметры верхнего и нижнего валков:
D0В=D0+3/2=651,5мм;
D0H=D0-3/2=648.5мм;
δ = D0В-
D0Н
= 651,5-648,5
= 3мм.
Проверка: D0В/2=651,5/2=325,75мм; D0Н/2=648.5/2=324.25мм; D0 = (D0В+ D0Н)/2= =(325.75+324.25)/2=650мм.
В калибрах сложной формы поперечного сечения и несимметричных относительно горизонтальной оси, нейтральную линию калибра определяют по-особому, через центр тяжести поперечного сечения калибра.
Центр тяжести профиля калибра определяют по сумме статических моментов отдельных элементов профиля (рис. 1.7).
 (1.25)
(1.25)
где q1, q2, q3 – площади поперечного сечения отдельных элементов профиля;
x1, x2, x3 – расстояния от линии отсчета 00 до центров тяжести отдельных элементов профиля.
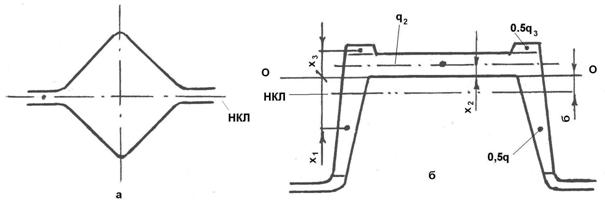
Рисунок. 1.7 Схема расположения нейтральной линии калибров:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.