-шлифование резьбы многонитковым кругом с кольцевыми нитями (рис. 121, б), этот способ разрешает шлифовать короткие резьбы (длина которых меньше ширины круга) способом врезания: круг получает поперечную подачу на высоту витка при медленном обращении заготовки, после чего последняя делает один полный оборот (перемещается вдоль осы на один шаг). Этого довольно, чтобы прошліфувати всю резьбу по заготовке. Этот способ отличается высокой производительностью и разрешает шлифовать резьбы с мелким шагом без предыдущего прорезывания, но точность резьбы ниже, чем при обработке однониточным кругом (погрешность по половине угла профиля ±6). Резьбы большей длины шлифуют при продольной подаче круга.
Также применяют способ бесцентрового шлифование резьбы на бесцентрово-шліфувальному станке, оснащенному специальными устройствами. Здесь используют багатонитковий шлифовальный круг. Точность резьбы ниже, чем при шлифовании другими методами, но целиком достаточная для обычных деталей.
Нарезание внутренней резьбы
Внутренние резьбы нарезают в основному метчиками, а также резцами, гребенками и резьбовыми фрезами. В зависимости от способа нарезания резьбы метчики разделяют на машинные (при нарезании резьбы на станках), и ручные, слесарные ли.
При нарезании машинными метчиками резьба нарізається за один проход одним метчиком. На станках резьбы нарезают за один рабочий ход и лишь в случаях нарезания длинных різь'б или в глухих отверстиях применяют два метчика. Точные резьбы после нарезания на станке проходят калиброванным метчиком вручную или на станке. Ручными метчиками резьбы нарезают за два или три рабочих хода. Машинными метчиками резьбы нарезают как в сквозных, так и в глухих отверстиях.
Глухие отверстия сверлят перед нарезанием на немного большую глубину (на 3-4 нити), чем необходимая глубина нарезки. Это облегчает нарезание резьбы, обеспечивает полноценность резьбы на необходимой глубине и исключает возможную поломку метчика. Для нарезания резьбы в глухих отверстиях верстать должны быть оборудованные ограничителями рабочего хода с переключением на обратный при достижении метчиком конечного положения. Для нарезания резьбы метчиками применяют разные типы патронов; твердые, плавающие, те что самовыключаются от упора, которые самовыключаются при перегрузке крутячим моментом.
Для нарезания гаек применяют гайконарізні станки, которые работают длинными гаечными метчиками или метчиками, которые имеют длинный выгнутый хвостовик. Резьбы нарезают, применяя охлаждающие-смазывающе-охладительные жидкости: для стали - масло с серой (сульфофрезол); для чугунов - керосин, или всуху.
При нарезании однозаходних и багатозаходних нестандартных резьб для чистового нарезания используют резьбовые резцы, но при обработке этим способом нужно несколько рабочих ходов: для резьбы средних размеров - 12 - 20 рабочих ходов, а для резьб с большим шагом (трапецієвидних и прямоугольных) - до 50 рабочих ходов.
Фрезирование внешней и внутренней резьб
Фрезирование внешнего и внутреннего резьб выполняют дисковыми и гребінчастими (групповыми) фрезами(рис.122).
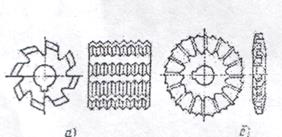
Рис.122
При нарезании дисковыми резьбовыми фрезами инструмент устанавливают гад углом, равным углу подъема нити резьбы(рис.123, в). Резьбы с большим шагом нарезают коническими профильными фрезами или цилиндрическими конечными фрезами с поочередной обработкой одной, а потом другой стороны нити.
Трапецієвидні и прямоугольные резьбы с большим шагом предварительно фрезеруют дисковыми фрезами, а чистовые переходы делают резьбовым резцом за несколько рабочих ходов.
Короткие внешние и внутренние резьбы с треугольным профилем фрезеруют гребінчастими, групповыми ли фрезами. Гребінчаста (групповая) резьбовая фреза представляет собой несколько дисковых резьбовых фрез, соединенных торцами вместе. Продольные канавки и режущие кромки у таких фрез расположенные параллельно их оси. Длину групповой фрезы обычно берут на 2-3 нити больше длины резьбы. Резьбы групповой фрезой нарезают на 1,25 оборота заготовки для того, чтобы перекрыть место врезания фрезы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.