Универсальные горизонтально- и вертикально-фрезерные станки с ЧПУ. В станине 1 универсального горизонтально-фрезерного станка (рис. 104, а) вмонтированный шпиндель 2, в котором закрепляют инструменты. На направляющих хоботах 3 закрепляют подвески 4, что поддерживают правый конец длинного оправления с инструментом. Фреза со шпинделем делает вращательное движение со скоростью V, что есть главным. Заготовку устанавливают на столе 5. Вместе со столом она делает продольную подачу 8 (перемещение стола по направляющим поперечных салазок 7), поперечную 8Г (перемещение поперечных салазок по направляющим консоли 8) и вертикальную 8В (перемещение консоли по вертикальным направляющим станины). С помощью поворотной части 6 стола можно возвращать заготовку со столом в горизонтальной плоскости под необходимым углом к направлению продольной подачи.
На вертикальных направляющих станины 1 вертикально-фрезерного станка с ЧПУ (рис. 104, д) смонтированная консоль 2. Учредительное вертикальное перемещение консоли осуществляют вручную соответственно габаритным размерам заготовки. Программированные перемещения поперечных салазок 3 и продольные столы 5 осуществляют шаговые электродвигатели с гидроусилителями моментов 11 и 4. Аналогичный привод 6 обеспечивает программированный поворот (8кр) планшайбы 7, установленной в титре стола. Шпиндель 8, вмонтированный в поворотную фрезерную головку 9, с помощью шагового электродвигателя и гидроусилителя моментов 10 осуществляет вертикальную подачу 8В. Перемещением салазок, стола, планшайбы и шпинделе можно автоматически устанавливать заготовку относительно инструмента по заданным координатам. Если подача при обработке осуществляется по одной координате, получают простую по форме поверхность. При одновременной подаче по нескольким координатам обрабатывают сложную фасонную поверхность. Станок поставляют гидравлической насосной станцией, которая обеспечивает роботу гидроусилителей моментов. Введение программы делают из перфоленты, или перфокарт магнитной ленты через специальные устройства.
Режущий инструмент
В зависимости от вида обрабатываемой поверхности и используемого оборудования при фрезеровании применяют разные типы фрез (рис. 105). У цилиндрических и дисковых односторонних фрез режа кромки расположенные по внешней поверхности. У дисковых двусторонних, угловых, торцевых насадных, конечных и шпонковых фрез, зубцы, которые режут, расположенные на внешний цилиндрической поверхности и на одному з торцов. У дисковых трехсторонних фрез, зубцы, которые режут, расположенные на двух торцах и на внешний цилиндрической поверхности. Цилиндрической фрезой можно обрабатывать только одну плоскость, двусторонней дисковой можно одновременно обрабатывать две взаимно перпендикулярные плоскости, а дисковой трехсторонней - три.
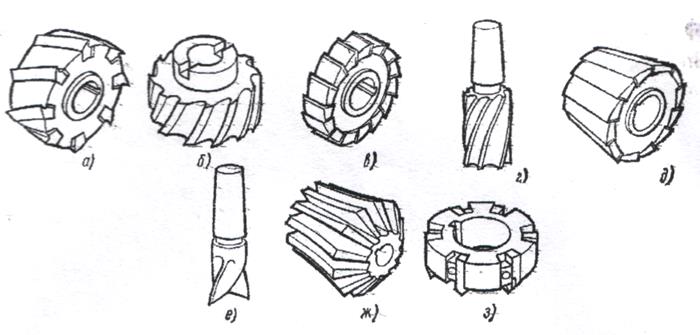
Рис. 105. Фрезы для обработки поверхностей на фрезерных станках
Каждый тип фрез может иметь разные конструктивные выполнения. Например, зубцы фрез, которые режут, изготовляют прямыми (рис.105, в, д) винтовыми ли (рис. 105, а). Винтовые зубцы обеспечивают плавную работу фрезы. Фрезы бывают цельными или сборными. Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез рабочей частью являются пластинки с быстрорежущих сталей или твердых сплавов. Закрепляют пластинки на корпусе фрезы, изготовленному из конструкционной стали, или пайкой механически.
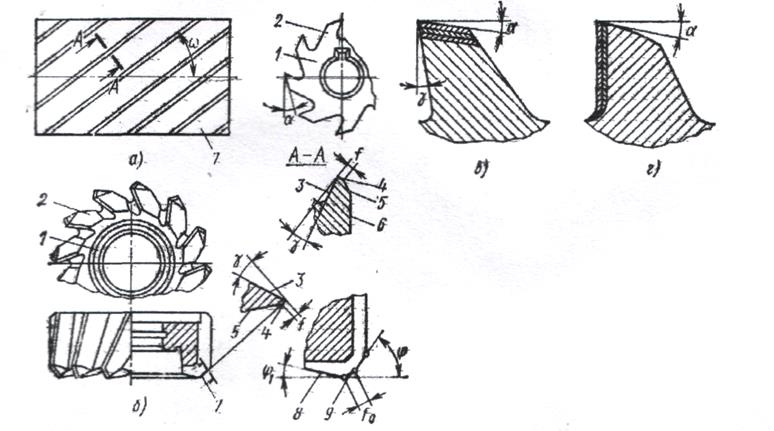
Рис. 106. Части, элементы и геометрия цилиндрической и торцевой насадных фрез
Цилиндрическая фреза с винтовым зубцом (рис. 106, а) и торцевая насадная (рис. 106,б) состоят из корпуса 1 и режущих зубцов, 2. Различают следующие элементы зубца фрезы: переднюю поверхность С, ленточку 4, заднюю поверхность 5, спинку зубца 6 и режущую кромку, 7. Ленточка шириной 0,05-0,1 мм разрешает более точно изготовлять фрезу по диаметру. Геометрию части цилиндрической режущей фрезы, характеризуют следующими углами: передним в углом , главным задним а углом, в углом наклона зубцов. Передний угол измеряют в площади, перпендикулярной главной режущей кромке, а главный задний - в плоскости, перпендикулярной оси обращения, фрезы,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.