Большие станки с диаметром выдвижного шпинделя до 320 мм могут выполняться в виде так называемых стоек, т.е. без задней (левой) стойки и стола. Маются верстать этого типа, выполняемые только без задней стойки. Обычно горизонтально-расточные станки - - стационарного типа, так как они маю'ть массу от 7 до 50 т, а масса стоійок доходит до 150-300 т. Вместе с тем известные и переносные станки типа колонок массой к 15-20 т.
2. Координатно-расточные станки применяют при обработке высокоточных отверстий шаблонов, приспособлений, кондукторов, пресс-форм и т.п. Они используются как измерительные машины для контроля наиболее ответственных деталей, а также для разметки сложных, дорогих заготовок перед их обработкой. Верстать всегда имеют вертикальный шпиндель. Различают одностоєчнї и двохстоєчнї верстать. Последние применяют для наиболее громоздких заготовок. Точное перемещение стола по координатным осям обеспечивается специальными измерительными системами.
3. Вертикально-расточные станки разрешают вести обработку отверстий с точным расположением осей относительно базовых поверхностей заготовки. По точности отсчета координат они поступаются координатно-расточным станкам.
4. Алмазно-расточные станки предназначены для обработки отверстий с высокими требованиями к шершавости поверхности, точности диаметра и малых погрешностей формы. Станки отличаются повышенной твердостью технологической системы и швидкохідністю; это разрешает использовать расточный инструмент с элементом, который режет, из твердого сплава, естественного или синтетического алмаза, ельбора и т.п. Эти станки могут быть одно- и многошпиндельными, с вертикальным и горизонтальным расположениям шпинделя. Кроме цилиндрических отверстий, на станках могут обрабатываться торцы, выточки и т.п., а в ряде случаев выполняются обтачивание, расточка конических и эллиптических поверхностей.
Часть алмазно-расточных станков строится для обработки конкретной детали, например поршня, шатуна, цилиндров двигателей и т.д.
5. Специализированные расточные станки предназначены для выполнения нескольких операций (сверление и расточка) или для обработки деталей данного класса, например для обработки отверстий в обеих головках шатуна, или для двусторонней обработка заготовок. В ряде случаев специальными называют расточные станки с некоторым отличием конструкции в сравнении с базовой моделью.
Основные узлы и движения универсального горизонтально-расточного станка. На горизонтально-расточных станках (рис.98) универсального назначения кроме рабочих движений, присущий вертикально-сверлильным станкам, т.е. обращение и перемещение осевого инструмента, необходимые рабочие движения для фрезування по контуру, растачивание канавок, обтачивание цилиндрических и торцевых поверхностей, нарезание резьб, растачивание соосных отверстий в сопротивлениях, которые находятся на значительном расстоянии друг от вторая, и т.п. В силу этих требований вращательное рабочее движение имеют пщп-висувний шпиндель 9 и пщі- планшайба 10, расположенные в шпиндельной бабке 4, что перемещается (ВІ) по вертикальным направляющим 3 передней (правой) стойки 2. По диаметру вращающейся планшайбы может осуществляться додача Зр радиального суппорта 5.
Шпиндель может перемещаться вдоль осы, осуществляя рабочее движение подачи 5щ. Заготовка устанавливается на столе 7; который может перемещаться (Зпюд) по направляющим 6 станины, перпендикулярно к этому движению (Зшп) по направляющим стола, и делать круговой поворот (Зкр) относительно вертикальной оси. Задняя (левая) стойка 1 может перемещаться (Ва) по горизонтальным направляющим 6 станины, а по ней вертикально перемещается (В) люнет 8, что поддерживает расточное оправление (скалку, борштангу).
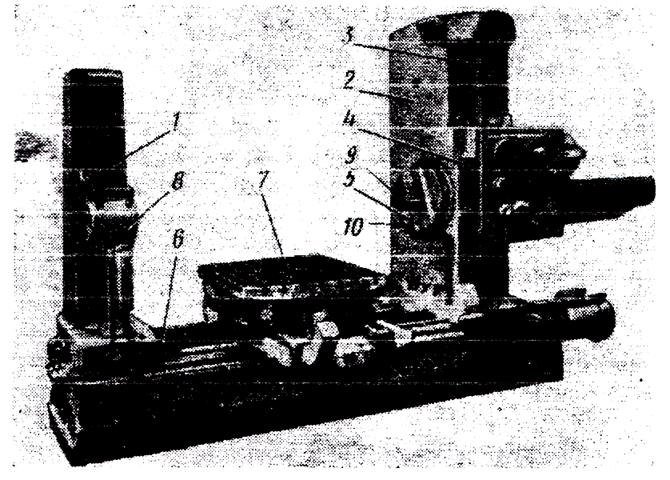
Мол. 98. Универсальный горизонтально-расточный станок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.