Окончательное регулирование делается с использованием специального приспособления, выполненного по схеме, приведенной на рис. 17. Сдвиг заслонки определяют индикатором 2 с ценой деления Імкм. Контакт между иглой 3 приспособление и заслонкой определяется в момент загорания контрольной лампы 5. Предыдущее настраивание приспособления делают микрометрическим винтом -/.
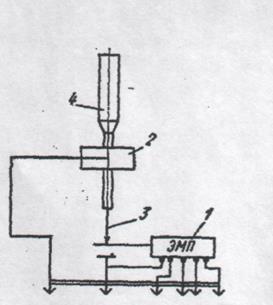
Рис. 17.Схема приспособления для контроля преобразователя.
Окончательное регулирование делают после проверки правильности перемещения заслонки в зависимости от направления управляющего тока.
После контроля правильности выставления воздушных зазоров между регулировочными винтами и якорем при предыдущем регулировании преобразователь подключают к специальному пульту контроля. Для определения хода заслонку устанавливают в нейтральное положение, сделав предельный цикл перемагничивания, которое отвечает диапазону управляющих
Iyo от Io до Iy мах, от Iy мах к Iyo, от Iyo до Iy мах и от -Iy мах к Iyo.
Положение заслонки фиксируют по показам индикатора приспособления относительно произвольно избранной точки на пометки, расположенной на расстоянии Ь от торца корпуса преобразователя. Определив величину полного хода заслонки в оба стороны и разделив ее пополам, устанавливают нейтральное положение заслонки, а индикатор ставят на нуль. Подавая последовательно максимальный управляющий ток разного направления, определяют ход заслонки от нейтрального положения Н. Если ход заслонки не укладывается в границе допуска, то разрешается подрегулирование воздушного зазора для обеспечения необходимого значения.
Определений величины тока, при. которому заслонка воздерживается в нейтральном положении, при силе, которая имитирует реакцию струи на заслонке (по оси сопл) Rн , делают следующим путем: приложив к заслонки по оси сопл Яф груза, подают Iу у обмотки преобразователя и увеличивают его к величине, которая возвращает заслонку в нейтральное положение. Величина /в должна быть (0,9-1) Iy мах а разность их абсолютных значений при разной полярности не более 2 ма. Определение зависимости хода заслонки от тока управления делают при постепенном изменении Iy от 0 до + Iy мах, от + Iy мах до 0; от 0 до - Iy мах; от - Iy в размере до 0 и от 0 до + Iy мах с фиксированием значений через каждые 2 мкм перемещение заслонки на всем диапазоне рабочего хода
На основании этих данных строят регулировочную характеристику преобразователя Д = (Ь), представленную на рис. 18. Из этой характеристики определяют: а) ход заслонки ± /гмах; б) ширину петли гістерезісу, что должна быть не более (0,03 . .. 0,05) /умах;
в) несимметричность хода, обусловленную как разность перемещений заслонки при - Iy мах»
+ Iy мах; абсолютное значение этой величины Dh=h1 max – h2мах = 0,005-0,006 мм;
г) нелинейность характеристики К. = (DIy / Iy мах )• 100% для трех значений хода ± h1, ± h2, ±h3, причем hмін < h1< h2< h3< hмах
Окончательно отрегулированный преобразователь подвергают испытанию сначала в камере холода при температуре —60 ±5 °С на протяжении 90 мин, а потом при +100 ±5 °С также на протяжении 90 мин. После проведения этих испытаний и выдержке при нормальной температуре не меньше 2 ч. характеристику преобразователя /в =£(г) снимают повторно. В случае, если значение исходных характеристик не отвечают требованиям технических условий, то тепловые испытания можно повторить еще 2 раза. Если после трехразовых тепловых испытаний параметры преобразователя не будут укладываться в необходимые, то его разбирают и обнаруживают дефекты.
На каждый пригодный преобразователь оформляют паспорт, в который заносят основные технические данные. Преобразователь упаковывают в специальную тару, изготовленную из пресс - порошка, для дальнейшего транспортирования и сохранение.

Рис. 18. Регулировочная характеристика ЕМП с механической пружиной:
с - геометрическое место точек середины петли гистерезис.
Раздел 3
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ УСИЛИТЕЛЕЙ ТИПА СОПЛО-ЗАСЛОНКА И СТРУЙНАЯ ТРУБКА.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.