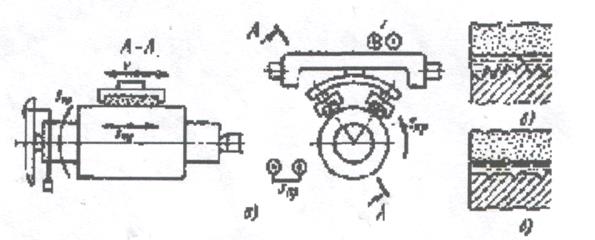
Рис.116
Лучшие результаты получают при обработке заготовок со стали брусками со злектрокорунда, а при обработке заготовок из чугуна и цветных металлов -зерном из карбида кремния. В большинстве случаев применяют бруски на керамическом и бакелитовом связываниях. Применение алмазных брусков увеличивает не только производительность обработки, но и стойкость инструмента в 80-100 раз. Алмазные бруски работают на тех же режимах, что и абразивные, но с большим давлением.
Величину и форму абразивных брусков определяют размеры и конфигурация обрабатываемой заготовки. Для коротких открытых участков детали длина брусков должна быть равной длине обрабатываемой или поверхности немного больше. При наличии уступов из двух сторон длина брусков должна быть немного меньше длины обрабатываемой поверхности. Чаще всего для суперфиниширования берут два бруска, а при обработке больших деталей - три или четыре.
Обычное суперфиниширование не ликвидирует погрешности формы, полученные на предыдущей обработке (волнистість, конусність, овальность и др.), но усовершенствование процесса разрешает снимать увеличенные пластов металла, использовать особые режимы резания.
Тема 10.6 Изготовление резьб. Сущность этих процессов. Нарезание внешних резьб резцом, круглыми плашками, різьбонарізними головками. Фрезирование и шлифование резьб. Нарезание внутренних резьб мечиками.
Виды резьб, их назначение и классификация
Резьбы разделяют на цилиндрические и конические.
Основным видом цилиндрической резьбы есть метрическая резьба диаметром от 1 до 600 мм. По величине шага это резьбы разделяют на резьбы с большим и мелким шагом. Соответственно требованиям к точности резьбового соединения, поля допусков болтов и рощицу установлены в трех классах точности: точному, среднему и грубому (ГОСТ 16093—70). Ограниченно применяют стандартные дюймовые резьбы по ОСТ НКГП 1260. Кроме указанных резьб используют специальные цилиндрические резьбы: трубную, трапецієвидну, часовую, упорную, круглую. Трубная резьба представляет собой уменьшенную по шагу дюймовую резьбу с закругленными впадинами. Трапециедальную резьбу применяют в резьбовых соединениях, которые передают движение (ходовые и грузовые винты), иногда, в этих соединениях используют прямоугольные резьбы с квадратным профилем. Упорные резьбы применяют в резьбовых соединениях, которые нагружены большим односторонним давлением (в винтовых прессах, специальных нажимных винтах и т.ін.). Часовые резьбы применяют в точном приборостроении для резьбовых соединений диаметром меньше 1 мм. Круглые резьбы используют в соединениях с повышенными динамическими нагрузками или в условиях, которые загрязняют резьбы. Конические резьбы применяют в трубных соединениях, если необходимо обеспечить плотность соединения без специальных уплотнений. Наиболее распространенным видом есть трубная коническая резьба, профиль которой отвечает закругленному профилю трубной цилиндрической резьбы.
В зависимости от назначения и характера работы резьбовые соединения разделяют на недвижимые и кинематические. К первым относят обычные резьбовые соединения (болт - рощицы), соединение труб и т.ін., а к второй - ходовые винты, микрометрические пары, грузовые винты таін.
Нарезание внешней резьбы
Внешние резьбы нарезают плашками разных конструкций, різьбонарізними головками (из роздвижними плашками), резьбовыми резцами, гребенками, дисковыми и групповыми резьбовыми фрезами, одно- и багатонитковими шлифовальными кругами, а также накаткой.
Круглыми плашками нарезают резьбы невысокой точности, так как у этих плашек профиль резьбовой нити не шлифуют. В некоторых случаях применяют плашки особенно высокой точности изготовления, в которых режущие кромки, притирая, доказывают к высокой точности. Ими можно нарезать и калиброванные точные резьбы.

Рис.117 Рис.118
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.