Техника безопасности при работе на карусельных и лобовых станка. Резальные инструменты станков могут отличаться от аналогичных инструментов токарно-винторезных станков большими размерами и работать при больших нагрузках. Это требует особого внимания к надежному их закреплению в резцетримачах. Установка инструментов на станках с большими столами (каруселями) осуществляется с помощью грузоподъемных средств, которая требует соблюдения соответствующих правил при закрепленные и переносе резцов.
Требования к ограждению передаточных механизмов и звеньев остаются общими, однако при значительных размерах карусельных станков необходимое ограждение всей площадки, тронутой станком, чтобы исключить доступ посторонних лиц в зону медленно перемещаются частей станка (траверзы, суппортов при неженатых ходах), что оборачивается карусели, которые разлетается стружки и т.д. При больших сечениях пласта, который срезывается, стружка представляет особую опасность, и потому нужно специальное заточение резцов, которое гарантирует стружкозавивання. Зона стружкоутворення должна ограждаться щитками, которые препятствуют вылету элементов стружки, которые могут иметь значительную массу.
Приспособления должны надежно удерживать заготовку от каких-нибудь перемещений под действием сил резания, которое особенно важно для лобовых станков. Транспортирование заготовок, осуществляемое с помощью транспортных-подъемно-транспортных средств, требует соблюдения правил использования последние и тщательные закрепления заготовки. Для белки трудных заготовок следует избегать применения ломиков и других рычагов, заменяя их гидравлическими или электромеханическими толкателями.
Закрепление инструмента, который режет, следует вести при остановленной планшайбе и отведенном соседнем суппорте во избежание повреждений в случае срыва ключа при затягивании винтов резцетримача и т.п.
МНОГОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ ПОЛУАВТОМАТЫ
Многошпиндельные токарные полуавтоматы выполняются с горизонтальным и вертикальным расположениям шпинделей. Число шпинделей от 4 до 12 (чаще 4, 6 и 8). Заготовками или служат шматы проката, или отдельные отливки, штампования, кукование. На этих полуавтоматах осуществляется точение, сверление, нарезание резьбы, развертывание, протачивание канавок и т.п.
Одна из позиций полуавтомата есть загрузочной, а в другие ведется обработка поверхностей заготовки: всех (полуавтоматы параллельного действия) или части их (полуавтоматы последовательного действия). Каждая рабочая позиция обслуживается группами поперечных и продольных суппортов, причем последние могут быть объединенные в единую конструкцию с одним поводом подачи. В ряде позиций на продольных суппортах устанавливаются инструментальные головки с отдельным поводом главного движения. Заготовки затискаются гидравлічно в кулачковых или цанговых патронах. Полуавтоматы параллельного действия (рис. 95,а) собственно говоря представляют собой объединение ряда изолированных одношпиндельных станков. Суппорты каждой группы могут вступать в работу или одновременно. В первом случае карусель непрерывно оборачивается относительно колонны с кулачком, а во втором случае поворот ее осуществляется сразу на угол, который зависит от числа шпинделей станка (45°, 60° и т.д.).
Количество позиций полуавтоматов последовательного действия (рис. 95,6) разрешает осуществлять параллельную обработку двух одинаковых или разных деталей одновременно.
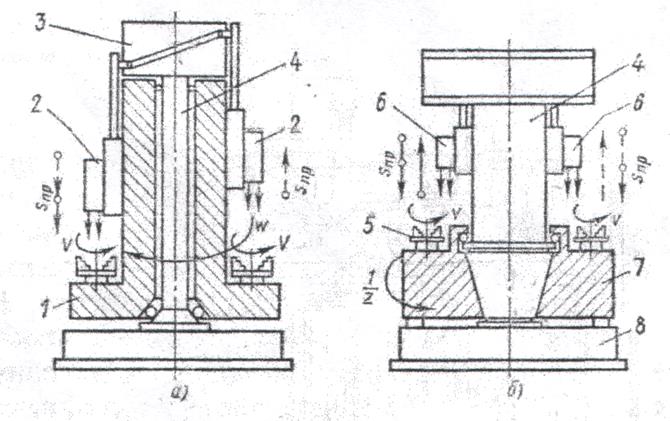
Рис. 95 Схемы работы многошпиндельных полуавтоматов:
а — параллельного действия; бы — последовательного действия: 1 -- общая карусель с патронам» для установки заготовок; 2 суппортные группы с одинаковыми наборами групп инструментов для каждой позиции обработки; 3 - - недвижимый кулачок подач суппортных групп; 4 — недвижимая колонна; 5 — элементы зажима заготовок (патроны); бы — суппортные группы с разными наборами групп инструментов для каждой позиции обработки; поворотный шпиндельный блок, который несет зажимные патроны на многих шпинделях; 8 -недвижимое основание.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.