Для установки развертываний, метчиков, плашек применяют так называемые оправления, которые плавают, что имеют в конструкции шарнир, который разрешает инструменту направляться предварительно образованными поверхностями заготовки и компенсировать погрешности расхождения осей заготовки и инструмента. Резальный инструмент с коническим хвостовиком устанавливается у втулки, которые имеют коническое отверстие, а инструмент с квадратным хвостовиком у втулки, которые имеют квадратное отверстие.
*
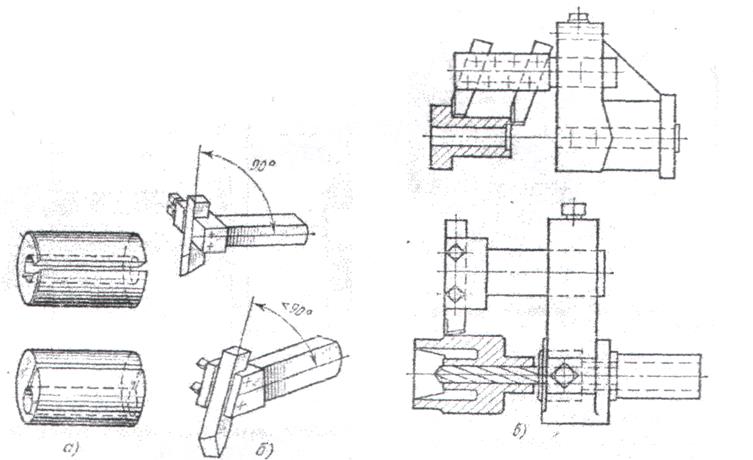
Мол, 92. Вспомогательный Инструмент револьверных станков:
а - разжимные втулки с концентрическим и эксцентричным отверстием; бы -державки для крепления резцов перпендикулярно оси и с наклоном; у —державки для установки двух инструментов
Закрепление резцов (расточных, фасонных круглых, отрезных и ,т.п.) ведется в разных державках (рис. 92,6), что разрешают устанавливать тело резца в нужном положении. Одновременное закрепление двух-трех и более инструментов (одного или вида разнородных) в данном гнезде станка достигается применением специальных державок (рис. 92,в).
Патроны, втулки, державки и другой вспомогательный инструмент можно устанавливать в револьверной головке как непосредственно, так и с помощью специальных элементов - твердых стоек, которые разрешают одновременную установку двух -пяти или инструментов наборов инструментов в державках.
КАРУСЕЛЬНЫЕ И ЛОБОВЕ ВЕРСТАТЬ
Назначение, классификация и область применения.
Вращательное движение резания у этих станков сообщается заготовки, а резальный инструмент получает подачу по или радиусе образующей или цилиндра конуса. Карусельные станки являются пятым типом станков токарной группы (модели 1Д502, 1Б502, 1508, 1512 и др.), а лбу - - шестым типом (мод. 1Н61 и др.). Размеры карусельных станков характеризуются диаметром стола (планшайбы), что оборачивается относительно вертикальной оси, а лобовых станков - - наибольшим диаметром заготовки. Оба типа станков имеют одинаковое назначение: токарную обработку заготовок с большим диаметром и малой длиной (маховики, диски и др.). На лобовых станках обрабатывают заготовки массой не более 5 т, а на карусельных -- без ограничения массы и диаметром к десяткам метров.
Различают карусельные станки одностоєчні и двухстоєчні (портального типа). Последние предназначенные для обработки заготовок диаметром более 1000 мм. Внешним признаком карусельных станков, которая характеризует, есть вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой. Станки применяют в единичном и серийном производстве для обработки крупногабаритных литых и свареных заготовок, которая неудобно обрабатывать на обычных токарных станках.
Лобове станки применяют в единичном и мелкосерийном производстве для обработки небольших по массе заготовок невысокой точности. Консольное закрепление заготовки снижает точность обработки поверхностей.
В наименовании станка находят отражение некоторые признаки классификации: токарно-карусельный двухстоєчні, лоботокарный и т.п.
Основные узлы и рабочие движения карусельного станка
Несущая система двухстоєчного токарно-карусельного станка (рис. 93)
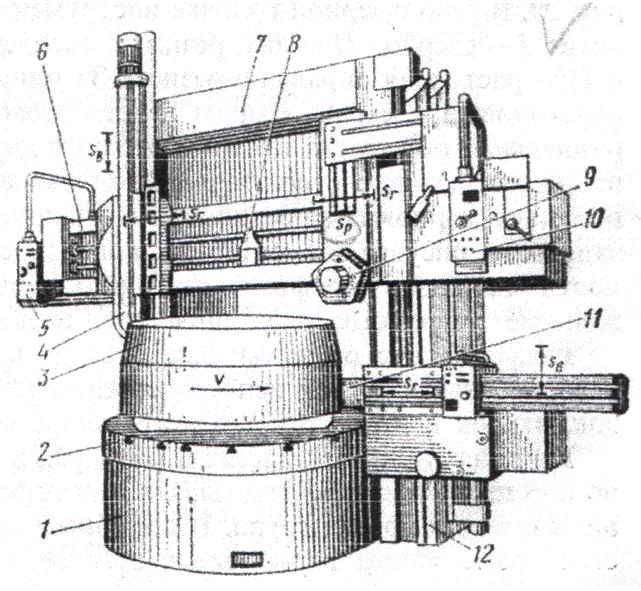
состоит из основания 1 стола (карусели), двух стоек 12 и поперечины 7, что образуют портал. На основании маются кольцевые направляющие для обращения стола (карусели) 2 с необходимой скоростью резания на заданном диаметре заготовки 3. По направляющим стойкий перемещается траверса 6 для установки на необходимой высоте двух суппортов: револьверного с револьверной головкой 9 и вертикального 4 с резцетримачем. Револьверный суппорт разрешает устанавливать резальные инструменты на каждый из пяти граней револьверной головки. Головка может возвращаться на 1/5 окружности относительно горизонтальной оси, суппорт перемещаться горизонтально по траверсе (8Г) с помощью винта 8 и или наклонно (8Г) по собственным направляющим. Вертикальный суппорт также передвигается горизонтально по траверсе (8Г) и вертикально или наклонно по собственным направляющей (8В). Кроме упомянутых, мается еще и боковой суппорт 11, что перемещается по стойке (8В) и горизонтально (8Г).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.