В процессе полирования заготовка подгребается к кругу с силой Р (рис. 113, б) и делает движения подачи соответственно профилю обрабатываемой поверхности. При полировании лентами (рис. 113, в) рабочая поверхность ленты значительно превышает рабочую поверхность круга, благодаря чему происходит большое рассеяние теплоты. Эластичная лента может огибать всю поверхность, которая шлифуется, поэтому подачи движения могут быть отсутствуют. Метод применяют для заготовок из металлических материалов и из неметаллических.
Главное движение при полировании может делать и заготовка 1 (рис. 113, г), что имеет, например, форму круга с фасонной внутренней поверхностью. Абразивная лента 3 подгребается через полировальщик 2 к обрабатываемой поверхности и периодически перемещается. Полирование может проводиться в автоматическом или полуавтоматическом режимах.
3. Притирка поверхностей
Поверхности детадей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров. Эти отклонения могут иметь очень малую величину. Волнистість, неплоскостность, нецилиндричность и другие погрешности, которые возникают на заготовках после обработки и невидимые невооруженным глазом, могут быть уменьшенные с помощью пригарки (доведение).
Доведение и притирка разрешают получить самые точные ( 5-го квалитета и выше) и чистые (Rа=0,16-0,08 мкм) поверхности деталей, которые предварительно прошли обработку шлифованием. Припуск около 0,01 мм снимается при доведении (притирке) абразивными пастами, нанесенными на чугунный притир, мелкозернистыми доводочными кругами или свободным абразивом.
Доведения применяется для обеспечения герметичности соединений, повышение усталостной прочности деталей, срока их службы и т.д. Этот метод используется при заточении режущего инструмента, изготовлении плунжерных пар топливной аппаратур дизелей, калибров, ответственных подшипников и т.п.
Процесс осуществляют с помощью притиров, которые должны иметь соответствующую геометрическую форму. На притир наносят притирочну пасту или мелкий абразивный порошок с соединительной жидкостью. Материал притирів должен быть, как правило, более мягкое материалу обрабатываемой заготовки. Паста или порошок (рис. 114, а) внедряются в поверхность притирания 2 и воздерживаются ею, но так, что при движении относительно заготовки 2 каждое абразивное зерно может снимать очень малую стружку. Притир можно рассматривать как очень точный абразивный инструмент, зерна которого делают обработку всей или части поверхности заготовки одновременно.
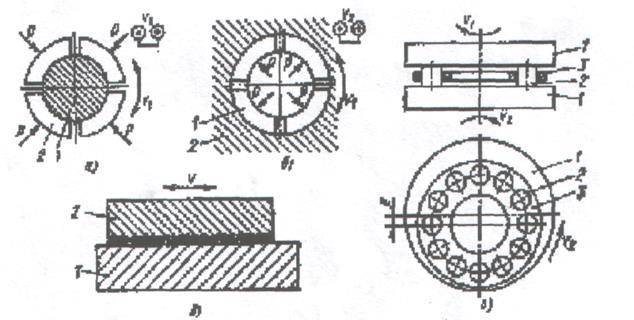
Рис.114
Притир или заготовка должны делать движения в разных направлениях. Наилучшие результаты дает процесс, в ходе которого траектории движения каждого зерна не повторяются.
В качестве абразива для притирочної смеси берут порошок злектрокорунда, карбида кремния, карбида бора, окиси хрома, окиси железа и др. Притирочні пасты состоят из абразивных порошков и химически активных веществ. Материалами притирів является серый чугун, бронза, красная медь и дерево. Как соединительную жидкость используют машинное масло, керосин, стеарин и вазелин.
Притирание плоских поверхностей можно делать вручную (рис. 114, в) или на специальных доводочных станках (рис. 114, г). Заготовку 2 располагают между двумя чугунными дисками 1 в окнах сепаратора 3. Диски сыграют роль притираний и имеют плоские торцевые поверхности. Обращение дисков происходит в разных направлениях и с разной частотой.
Разновидностью притирания являются доведения двух деталей, которые соединяются в собранной машине, к нужной плотности контакта (в частности, для герметизации). Это осуществляется трением одной детали об поверхность другой при наличии в стыке абразивного порошка с соединительной жидкостью. По окончании процесса детали промыть.
4. Хонингование.
Хонингование применяется для обработки внутренних и внешних поверхностей к 7-го квалитета точности с шершавостью Ra = 0,32-0,08 мкм, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходимый для удержания на стенках отверстия смазывания при работе машины, например двигателя внутреннего сгорания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.