Наличие отрицательного перекрытия повышает чувствительность и точность системы, но приводит к невольным потерям жидкости при недвижимом поршне в цилиндре. Величина этих потерь будет зависеть от значений перекрытия и диаметрального зазора. При додатному перекрытии непроизводственные потери, в сравнении с золотниковыми устройствами, которые имеют отрицательное перекрытие, незначительные и зависят в основном от диаметрального зазора между гильзой и золотником. В этом случае исток происходит по капиллярной кольцевой щели, образованной внутренней по верхней гильзы и по верхней рабочего пояса золотника, который перекрывает рабочую щель. При нулевому перекрытые, когда а = l, длины проходной щели и рабочего пояса золотника должны быть равными. Понятие нулевого перекрытия имеет более теоретическое значение, чем практическое, так как изготовление золотниковых распределителей с абсолютно равными по длине проходными щелями и рабочими поясами практически невозможное. Это объясняется не только невозможностью точного измерения, но и технологическими трудностями изготовления острых кромок гильзы и золотника. В действительности уже небольшое округление острых кромок изменяет характеристику, и в этом случае золотниковые распределители с нулевым перекрытием превращаются в золотниковые распределители с отрицательным перекрытием.
Гильзы и золотники разных конструкций приведены на рис.29.Проходні щіли прямоугольного профіля в гильзах представляют собой кольцеві проточки,с”єднані с отверстиями для подачи рабочей жидкости (рис.29,а)
Требование обеспечения малых затрат вызывает ограничение ширины рабочей щели гильзы и диаметру золотника к таким размерам, изготовлению которых практически становится невозможным. Гильзы с проходными щелями в виде отверстий (рис. 29, б) применяют в случае, когда не предъявляются особенно суровые требования к линейности характеристик по затрате. В этой конструкции величина перекрытия будет определяться расстоянием от кромок пояса золотника при его нейтральном положении.
Наиболее технологической в отношении обеспечения высокой точностью изготовления является конструкция золотниковых распределителей с гильзами, которые имеют прерывчатые проходные щели не круглой формы (рис. 29, в, г), при этом отсекая кромки золотника могут быть круговыми. На рис. 29, д показанные гильза и золотник струйного усилителя.
Проходные щели не круглой формы в гильзах при небольших размерах могут быть выполненные механическим путем (протягиванием и прочее) с применением специальных приспособлений. Эти операции должны быть выполнении только к термообработке.
В целях уменьшения припуска под отделочные операции материалы должны иметь минимальную деформацию после термической обработки. Такими свойствами владеют цементирующие стали 12ХНЗА, 18Х2Н4ВА, шарикоподшипниковая сталь ШХ15, инструментальная сталь ХВГ, нержавеющий стали 9X18 и прочие.
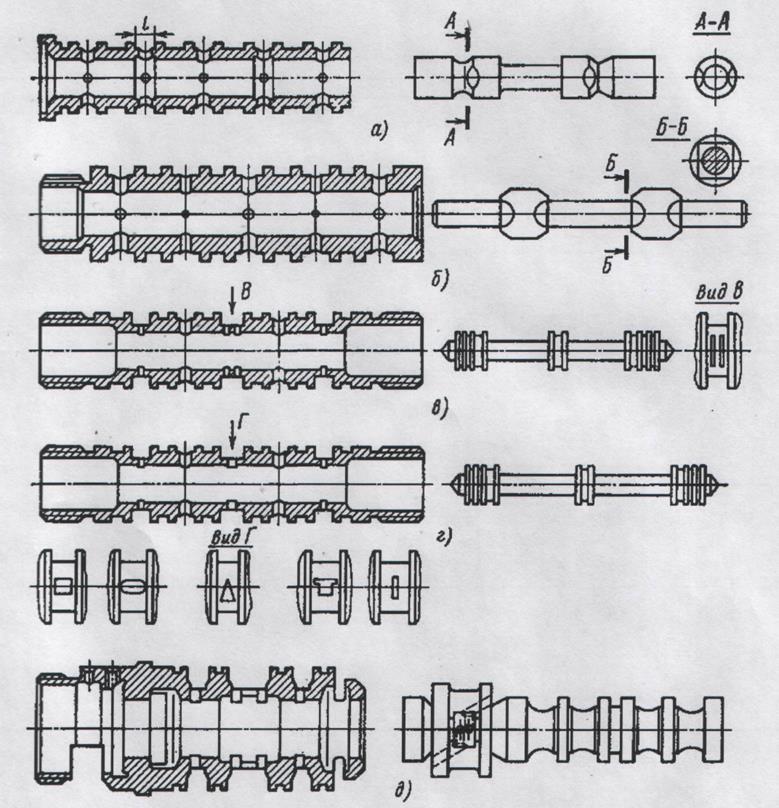
Рис.29
Тема 4.2 Особенности предыдущей обработки гильз и золотников
К предыдущей обработке предъявляют высокие требования к точности, так как необходимо обеспечить малые припуски в целях снижения трудоемкости следующих чистовых и доводочных операций. Высокие требования к точности форм деталей вызванные еще и трудностями исправления погрешности предыдущей обработки на окончательных операциях.
В качестве исходной заготовки обычно применяют пруток соответствующего сортамента. Черновая обработка внешних поверхностей гильзы и золотника делается на универсальных токарных, револьверных, одношпиндельных или многошпиндельных
З
автоматах к 4-го класса точности и шершавости Rz = 10÷20мкм Ra = 1,25÷2,5мкм с оставлением припуска 0,5-0,6 мм.
Обработка центрального отверстия гильз диаметром 6-8 гг выполняют сверлением, зенкеруванням, развертыванием и т.д. Преобладает сверление спиральными сверлами со следующим зенкеруванням или только сверление ружейными сверлами под термообработку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.