ным насосом из абсорбера в теплообменник, встроенный в блок регенерации, где он подогревается потоком регенерированного ДЭГа до температуры 120—140 °С, после чего направляется для очистки от сероводорода в колонну К-3. В К-3 при давлении, большем на 0,1 МПа, чем в абсорбере, из раствора отдувается сероводород, после чего отдувочный газ, содержащий H2S 8,8 %г направляется в абсорбер, откуда вместе с основным потоком поступает в газопровод.
Насыщенный ДЭГ, содержащий H2S до 0,2017 г/л, после очистки в К-3 направляется в блок дегазации при давлении 0,4 МПа. Затем гликоль проходит доочистку от H2S в колонне К-4 при температуре П5°С отдувочным газом в количестве ПО м3/ч. После доочистки содержание H2S в гликоле составляет 0,0434 г/л. Для выпаривания из него воды гликоль поступает в десорбер К-5. Из К-5 поступает в огневой испаритель, а затем в отпарную колонну К-6, где гликоль регенерируется и поступает в емкость Е-2, а оттуда откачивается насосом в колонну обессеривания газа, где насыщается сероводородом до содержания 25,57 г/л. Затем этот раствор вновь поступает на орошение в абсорбер.
Для циркуляции десорбированного газа и подачи орошения в колонну регенерации в схему включен блок водокольцевого компрессора.
Вариант II. Рециркуляция кислых газов с использованием компрессора. В этом варианте кислые газы, выделенные при вы-
|
I |
 x-z
x-z
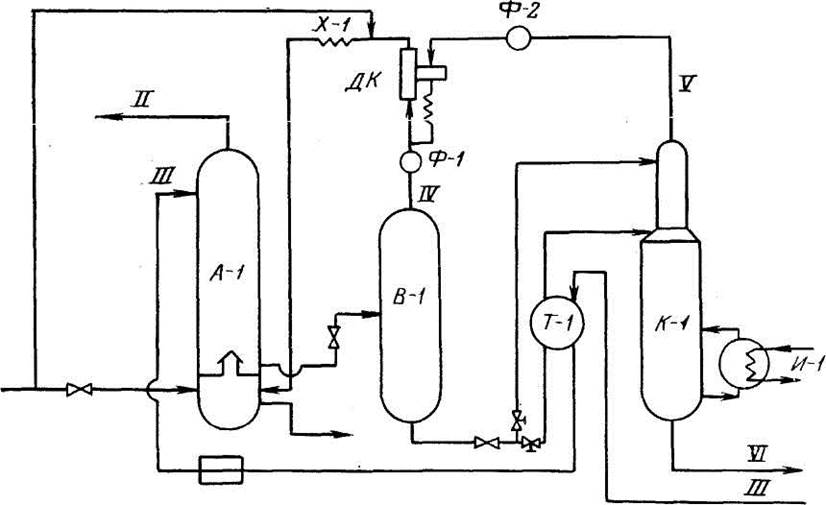
Рис. 57. Принципиальная схема установки осушки газа с применением компрессора для дожатия кислых газов:
А-1 — абсорбер; К-1 — десорбер; В-1 — выветриватель; ДК —- дожимной компрессор; Ф-1, Ф-2 — фильтры; Х-1, Х-2 — холодильники; Т-1 — рекуперативный теплообменник; И-1 — испаритель; / — сырьевой газ; // — осушенный газ; /// — регенерированный раствор гликоля; IV — газ выветривания; V—кислый газ; VI — обессеренный раствор гликоля
202
ветривании и регенерации гликоля, дожимаются компрессором и повторно возвращаются в абсорбер (рис. 57).
Сероводородсодержащий природный газ в количестве 2 млн. м3/сут поступает в нижнюю часть абсорбера А-1, где от газа отделяется капельная жидкость—конденсат и вода. Конденсат направляется на установку стабилизации. Газ проходит з мае сообменную часть абсорбера, где осушается гликолем концентрацией 99,5 % Д° точки росы —15 °С.
Часть сырьевого газа в количестве 177 м3/ч добавляется к газовому потоку на выходе из второй ступени сжатия компрессора. Подача газя r поток перед теплообменником Х-1 предотвращает выделение жидкой фазы. После охлаждения в Х-1 до температуры 45 °С газ поступает в абсорбер.
Насыщенный ДЭГ дросселируется до 2 МПа и поступает в вы-ветриватель, где из него выделяется часть растворенных газов. Содержание сероводорода в насыщенном ДЭГе до и после выветривания составляет 33,6 и 31,6 г/л соответственно.
Газы выветривания проходят фильтр, смешиваются с газовым потоком после первой ступени сжатия и направляются во вторую ступень сжатия.
Насыщенный ДЭГ дросселируется до 1,3 МПа и делится на два потока. Один поток (3,8 м3/ч) в качестве орошения поступает в верх колонны, а другой поток (6,8 м3/ч) проходит теплообменник высокого давления Т-1, где нагревается до 90 °С и поступает в верхнюю часть нижней секции колонны с давлением 1,2 МПа. Для поддержания температуры низа колонны 164 °С используется водяной пар. На выходе из колонны содержание H2S в ДЭГе составляет 0,0404 г/л.
Один из основных элементов этой схемы — наличие в ней до-жимного компрессора (ДК). На первой ступени компрессора газ дожимается от давления 1,2 до 2 МПа, а на второй ступени до 7,6 МПа. Между ступенями сжатия компрессора газ охлаждается в водяном холодильнике Х-2.
Обе схемы базируются в основном на типовом оборудовании, применяемом для обработки бессернистых газов. Но наличие сероводорода в газе обусловливает использование новых аппаратов. Включение в схемы процесса отдувки сероводорода, компрессии и рециркуляции кислых газов оказывает влияние на их энергетические показатели.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.