Температура охлаждения конденсации газа и условия работы ректификационной колонны зависят от заданной степени извлечения целевого компонента. Если установка НТК предназначена для глубокого извлечения пропана (срс3 =0,7—0,8), тогда в качестве холодильного агента применяют жидкий пропан с изотермой холода — 30 °С и с температурой конденсации в сепараторе—25 °С.
Сухой газ после установки в большинстве случаев направляется в магистральный газопровод и поэтому дожимается до давления транспортирования газа. В связи с этим разделение в ректификационной колонне проводят обычно при высоком давлении около 3,5—4 МПа.
При разделении в режиме деэтанизации температуру верха колонны при указанном давлении поддерживают несколько ниже 0 °С, а температуру низа колонны — около 30—40 °С.
При извлечении целевым компонентом этана (ф с2 =^= = 0,7—0,8) исходный газ охлаждают циркулирующим пропаном и этаном (или этиленом) до температуры порядка —60° С, разделение в деметанизаторе проводят также при давлении 3,5 МПа с температурами верха, середины и низа колонны, равными соответственно —48; —20 и — 45 °С.
При глубоком извлечении этана значительно лучшие технико-экономические показатели имеют установки НТК с двумя ступенями конденсации газа (рис. МПА, б), в которых на первой ступени конденсации используют пропановый, а на второй — этановый холодильные циклы с температурой конденсации до —80, —100° С.
На установке с внешним холодильным циклом (рис. VII.4, в) жидкая фаза после сепаратора 2 проходит дроссель 3 и охлаждает верх ректификационной колонны 4. Циркулирующий по замкнутому контуру хладоагент охлаждает сырой газ в теплообменнике 1 и одновременно подогревает низ колонны 4. Для извлечения из газа 65—75% пропана на установке (рис. VII.4, в) сырой газ охлаждается до температуры —30 °С, деэтанизацию проводят при давлении 0,7 МПа при температурах верха, середины и низа колонны, равных соответственно —65, —44 и 37 °С.
Технологические схемы установок НТР. На технологических установках НТР (рис. VII.5) с внешними хо-
169
|
|
|
|
![]() Рис. VII.5. Установки НТР с внешним холодильным
циклом (а) и с турбодетандером (б):
Рис. VII.5. Установки НТР с внешним холодильным
циклом (а) и с турбодетандером (б):
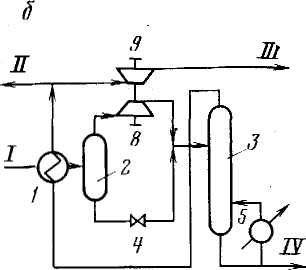
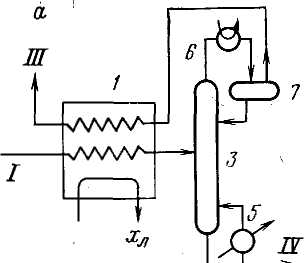
1 — сырьевой теплообменник; 2 — сепаратор; 3 — отпарная колонна (деметани-затор или деэтанизатор); 4 — дроссель; 5 — кипятильник; 6 — конденсатор-холодильник; 7 — емкость орошения; 8 — турбодетандер; 9 — компрессор. / — сырой газ; // — сухой газ низкого давления; /// — сухой газ высокого давления; IV — извлеченные углеводороды лодильными циклами (рис. VII.5, п) предварительно очищенный и осушенный газ подают в сырьевой теплообменник /, где он охлаждается до заданной температуры, после чего поступает на разделение в полную ректификационную колонну.
При наличии в схеме турбодетандера (рис. VII.5, б) сырой газ, охлажденный обратным потоком газа в сырьевом теплообменнике 1, разделяется в сепараторе на паровую и жидкую фазу. Газовая фаза из сепаратора 2 поступает в расширительную машину — турбодетандер, где происходит практически изоэнтальпийное расширение газа с охлаждением и парциальной конденсацией углеводородов. Жидкая фаза из сепаратора 2 дросселируется до давления газожидкостной смеси после турбодетандера и подается на разделение в отпар-ную колонну. Энергию расширения газа в турбодетанде-ре используют в компрессоре для сжатия сухого газа.
Параметры процесса разделения на установках НТР практически такие же, как и на установках НТК. Следует отметить только, что оптимальные значения коэффициентов извлечения этана из природного газа изменяются в довольно широких пределах от 40 до 70%, при этом чем больше в сыром газе этана, тем значительнее могут изменяться эти цифры.
Сравнение технологических схем НТК и НТР показывает, что для НТР требуется меньший расход энергии
170
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.