![]() где со = 4О2
кДж/(кмоль-°С)—удельная теплоемкость тощего абсорбента, молекулярная масса
которого 200, а средняя температура кипения fCp = 95°C.
где со = 4О2
кДж/(кмоль-°С)—удельная теплоемкость тощего абсорбента, молекулярная масса
которого 200, а средняя температура кипения fCp = 95°C.
Температура насыщенного абсорбента
^=27+ 20 = 47°С.
Температуру сухого газа определяют из теплового баланса процесса абсорбции tVl =36 °С. Таким образом, эффективная температура процесса выбрана правильно, и расчет можно считать законченным.
§ 6. СХЕМАГАЗОФРАКЦИОНИРУЮЩИХУСТАНОВОК. ТЕХНОЛОГИЧЕСКИЙРАСЧЕТ
Установки ГФУ предназначены для разделения в ректификационных колоннах нестабильного бензина — ■фракции С2Н6 с установок НТК и НТС или фракции С3Н8+ высшие с установок НТА и НТР.
Продуктами современных установок ГФУ являются следующие фракции или индивидуальные компоненты: стабильный бензин, этановая фракция, технический
4* 99
|
|
Таб |
лица |
IV.5 |
|||
|
Компоненты |
а) |
пано-фрак- |
ви1и квяош |
Изобута-новая фракция |
is |
|
|
Сыр |
са <$ |
III |
Га зо бенз |
|||
|
Этан |
2,92 |
70 |
1,65 |
|||
|
Пропан |
29,40 |
30 |
95,51 |
0,58 |
2,0 |
,___ |
|
Изобутан |
17,40 |
— |
2,84 |
4,50 |
95,0 |
|
|
Бутан |
31,90 |
— |
— |
94,19 |
3,0 |
1,93 |
|
2C5Hj2 и высшие |
18,38 |
— |
— |
0,78 |
98,07 |
пропан, технический бутан, изо- и нормальный бутан, изо- и нормальный пентан. В перспективе намечается получение также гексановой фракции или изо-и нормального гексана. В табл. IV. 5 в качестве примера приведены данные о составе (об. %) продуктов,, получаемых в настоящее время на установках ГФУ. При использовании узких фракций как сырья для неф» техимических синтезов содержание основных компонентов в них должно быть не менее 96—98%.
Технологические схемы ГФУ. Схемы ГФУ зависят от состава и давления исходного сырья и количества получаемых продуктов. При выборе оптимальной схемы разделения придерживаются следующих правил/ ориентируясь на схему, обеспечивающую минимальные приведенные затраты.
1. Исходную смесь делят
на такие фракции, для
ректификации
которых при заданном хладоагенте и
исходных
термодинамических параметрах состояния,,
требуются
минимальные затраты на сжатие этой сме
си до
давления конденсации дистиллята. Во многих
случаях
эта рекомендация совпадает с правилом деле
ния исходной смеси пополам, т. е. на равные фракции
по
мольному их расходу.
2. Близкокипящие компоненты при высокой
чистоте
продуктов разделяют последними в схеме.
С учетом указанных правил для разделения нестабильного бензина (фракции СгНб+ высшие) применяют следующие технологические схемы ГФУ (рис. IV. 11): с нисходящим а, восходящим б и смешанным в давлением. Если в качестве хладоагента при конденсации паров в верху ректификационных колонн приняты воз100
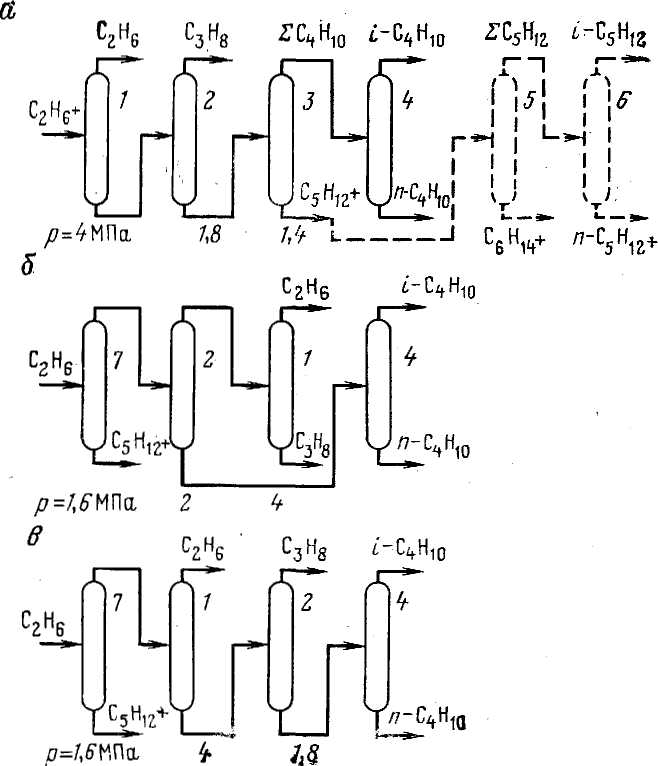
Рис. IV. 11. Технологические схемы ГФУ с нисходящим (а), восходящим (б) и смешанным (в) давлением:
1 — деэтанизатор (этановая колонна); 2 — депропанизатор (пропановая колонна ; 3 — дебутанизатор (бутановая колонна); 4 — изобутановая колонна; 5 — депентанизатор (пентановая колонна); 6 — деизопентанизатор; 7 — стабилизатор дух или вода, то давления в первых трех колоннах изменяют так, как это показано на рис. IV. 11.
При использовании процесса НТК для выделения из газа бензиновых фракций в деэтанизаторе часто применяют специальные хладоагенты (аммиак, пропан и пр.) и давление в этом случае в деэтанизаторе соответственно уменьшается, например с 4 до 2 МПа при изотерме холода минус 10° С.
Последовательность потоков и отборов продуктов в приведенных на рис. IV. 11 технологических схемах ГФУ ясна из рисунка и не требует пояснения. В схемах с нисходящим давлением переток жидкости от
101
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.