- загружают пресс–форму таблетками по одному из вариантов: а) таблетки загружают непосредственно в рабочее пространство пресс–формы – прямое прессование; б) таблетки загружают в загрузочную камеру пресс-формы, где они расплавляются и под давлением жидкая пластмасса заполняет рабочее пространство пресс-формы – литьевое прессование. Для выполнения этой операции служит пресс.
- выдерживают полимер в пресс-формы под давлением и при определённой температуре;
- после завершения процесса полимеризации снимают давление, деталь извлекается из пресс-формы и обрезают облой с детали. Эту операцию выполняют на монтажном столе или верстаке.
При восстановления деталей применяется газопламенное напыление тонкоизмерительных порошков, гранул (термопласты) ил многокомпонентных композиций.
При такой технологии восстановления деталей обязательной является очистка деталей от смолянистых отложений, старой краски, продуктов коррозии, обезжиривание и сушка деталей.
После очистки поверхности детали производится специальная подготовка: засверливание концов трещин, разделка кромок трещин под углом 60 - 110º, сверление отверстий диаметром 1,0 – 1,5 мм во вмятие, обезжиривание поверхностей, изоляция невосстанавливаемых поверхностей.
Наряду с описанной технологией применяются и другие способы устранения дефектов полимерными материалами:
- нанесение полимерных композиций намазыванием на изношенные поверхности детали;
- нанесение полимеров вихреватым способом;
- нанесение полимеров вибрационным способом;
- нанесение полимеров вибровихреватым способом;
- нанесение полимеров струйным напылением;
- нанесение полимеров напрессовкой и др.
Схема планировки оборудования на участке изготовления деталей их полимеров показана на рисунке 52.
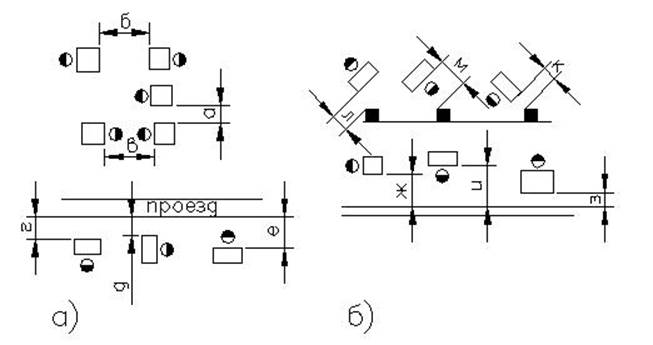
Рис. 52.Схема расположения рабочего оборудования (прессов, литьевых машин и др. : а – расположение оборудования между собой и относительно проезда; б) расположение оборудования относительно элементов здания
Нормы проектирования при разработке планировочной схемы приведённой на рисунке 52, представлены в таблице 63.
Нормы расстояний между оборудованием (прессами, литьевыми машинами и т.п.) и элементами здания
|
Наименование расстояния |
Обозначение на рисунке 52 |
Норма расстояния, мм |
|
|
для прессов с усилием до 250 кН, литьевых машин и др. |
для прессов с усилием от 400 кН до 1 МН |
||
|
Между оборудованием по фронту Между тыльными сторонами оборудования Между двумя фронтами оборудования Между проездом и тыльной стороной оборудования Между проездом и боковой стороной оборудования Между проездом и фронтом оборудования От стены до боковой стороны оборудования От стены до тыльной стороны оборудования От стены до фронта оборудования От колонн до боковой стороны оборудования От колонн до тыльной стороны оборудования От колонн до фронта оборудования |
а б в г д е ж з и к л м |
1200 800 2000 500 400 1000 800 800 1800 600 600 1400 |
1500 1000 2500 500 400 1200 1200 …1400 1200 …1400 2100 800 …1000 800 … 1200 1700 …2000 |
Организация рабочего места по ремонту полимерных материалов мелких корпусных деталей типа корпусов гидравлических насосов с применением композиций на основе эпоксидных смол показана на рисунке 53.
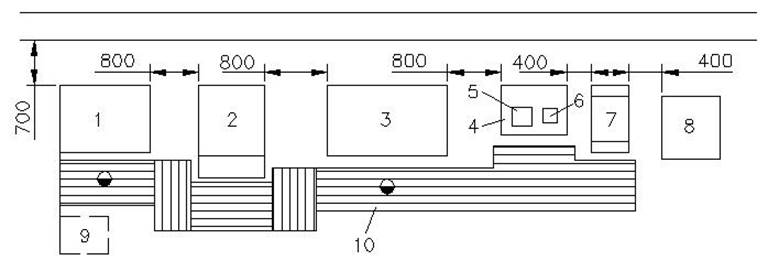
Рис. 53. Планировка рабочего места ремонта корпусов масляных или водяных насосов полимерными материалами:
1 – ванна для кипячения отходов капрона и нормализации деталей; 2 – электропечь сопротивления; 3 – верстак; 4 – подставка; 5 – аналитические весы; 6 – ванночка; 7 – вакуумный шкаф; 8 – шкаф для починочных материалов; 9 – приёмный столик; 10 – решётки для ног
Верстаки для ведения ремонтных работ, столы с аналитическими весами размещаются в зоне естественного размещения. На компоновочной схеме участки размещают в боковых пролётах у наружных стен в изолированных помещениях высотой не менее 3,2 м.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.