NNп.п. |
Наименование оборудования |
Тип марки |
Назначение |
Примечания |
|
1 |
Ванна электрохимического обезжиривания |
Для катодного или анодного обезжиривания |
||
|
2 |
Ванна химического обезжиривания |
Для обезжиривания «….. известью». |
||
|
3 |
Ванна моечная |
Для промывки тёплой водой. Для промывки холодной водой. |
||
|
4 |
Ванна гальваническая |
ОГ1349А |
Для хромирования, железнения, меднения и никелерования. |
|
|
5 |
Ванна подвижная |
Для фильтрации и транспортирования электролита. |
||
|
6 |
Ванна улавливания электролита |
Для ополаскивания детали после хромирования в дистиллированной воде. |
||
|
7 |
Монтажные столы |
Для сборки и разборки подвесок, изоляции (защиты) непокрываемых поверхностей деталей. |
||
|
8 |
Выпрямители |
Для снабжения постоянным током ванн обезжиривания, деканирования, покрытия металлом и др. |
||
|
9 |
Ванна деканирования |
Для анодного растворения плёнки окислов. |
Включается в технологическую линию осталивания. |
|
|
10 |
Ванна моечная |
Для промывки деталей в метобисульфате калия |
||
|
11 |
Сушильный шкаф |
Для сушки деталей после нейтрализации и промывки водой. |
||
|
12 |
Ванна анодного травления |
Для «дехромирования» при пористом хромировании. |
Включается в технологический комплект оборудования при пористом хромировании |
На рисунке 44 приведена схема расположения ванн с двухсторонним и односторонним обслуживанием, Здесь же приведены нормы расстояний между оборудованием и элементами зданий на гальваническом участке.
Схема планировки шлифовально – полировальных станков и размещения генераторов представлены на рисунке 45 и 46 соответственно.
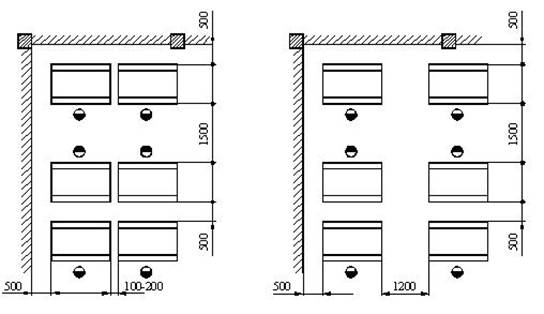
Рис. 44. Схемы расположения ванн на гальваническом участке:
а – I вариант; б – II вариант
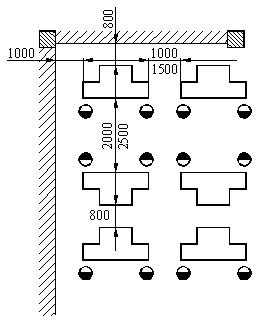
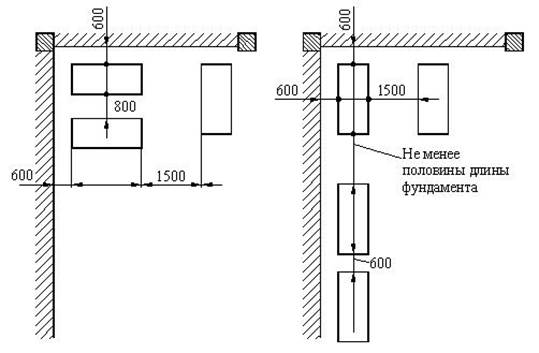
Рис. 46. Схема расположения генераторов:
а – I вариант; б – II вариант
При назначении норм расстояний между шлифовально-полировальными станками следует иметь в виду, что эти нормы не учитывают площади для хранения деталей у станков, для размещения средств транспортирования деталей между станками. Эти площади должны быть учтены дополнительно в зависимости от планировки оборудования и типа производства.
5.3.7. Сварочно–наплавочный участок (отделение)
Данный участок предназначен для выполнения сварочно-наплавочных работ при восстановлении деталей и ремонте сборочных единиц: наплавки изношенных поверхностей деталей, сварки и ремонта повреждённых металлоконструкций и рам строительных и подъёмно – транспортных машин, газопламенной резки листового проката. На этом участке могут выполняться и сварочные работы по заказам отдела главного механика и отдела главного технолога (инструментального отделения).
Для выполнения указанной номенклатуры работ на проектируемом участке необходимо иметь оборудование для ручной электродуговой и газопламенной сварки, а также установки для автоматической сварки и наплавки изношенных деталей.
Производственная программа сварочно-наплавочного участка укрупнённо рассчитывается по следующим нормативам:
- годовой выпуск продукции на одного производственного рабочего участка составляет 20 … 25 т.;
- масса наплавляемого металла при ремонте одной машины принимается равной 10 … 15 кг;
- трудоёмкость сварочно-наплавочных работ при ремонте путевых машин составляет 8 – 12 % от годового объёма работ ремонтного предприятия.
Трудоёмкость сварочно-наплавочных работ распределяется следующим образом:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.