Типовые схемы планировки станков в пролетах представлены на рис. 36.
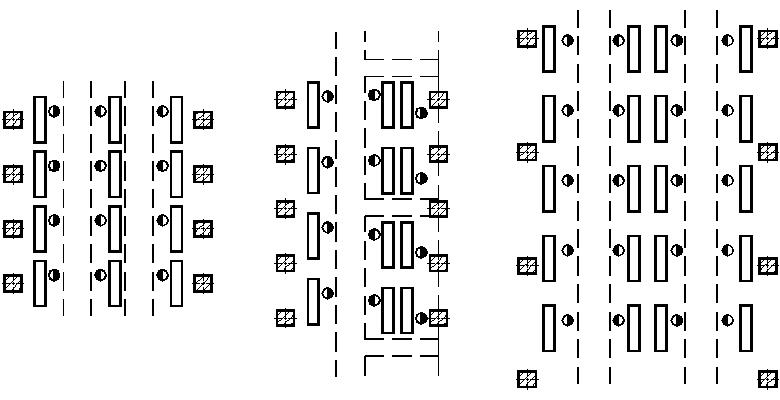
Рис. 36. Расположение станков в пролете:
а – в три ряда с двумя продольными проходами; б – в три ряда с одним продольным и тремя поперечными проходами; в – в четыре ряда с двумя продольными проходами
Из рис. 36 видно, что станки могут располагаться в пролете тремя рядами с двумя продольными проездами (проходами), рис. 36, а в три ряда с одним продольным проездом и несколькими поперечными проходами, рис. 36, б и в четыре ряда с двумя продольными проездами, рис. 36, в. Общим для этих схем планировки оборудования объявляется то, что все станки расположены вдоль оси пролета.
В то же время можно встретить схемы, в которых станки располагаются по отношению к оси пролета поперек и под углом, рис. 37.
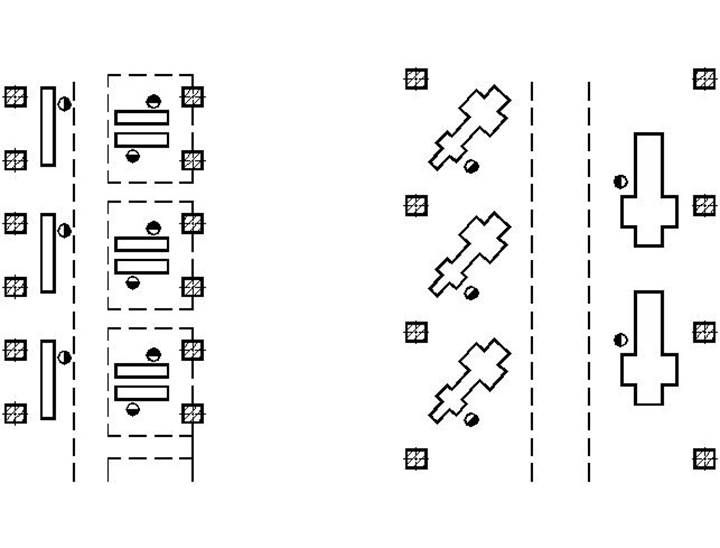
Рис. 37. Схемы поперечного расположения станков в пролете и под углом к оси пролета
Из рис. видно, что при поперечном расположении станков, рис. 47, а, затрудняется их обслуживание; подача заготовок; обмен инструментов, приемка деталей и др. Поэтому здесь приходится закладывать поперечные проходы для применения тележек или электрокар, что увеличивает долю вспомогательных площадей в общей площади цеха.
Станки для обработки прутковых материалов (токарно-револьверные, токарные автоматы и полуавтоматы) часто располагают под углом, рис. 37, в, что позволяет эффективнее использовать производственные площади. При этом станки указанных типов располагают загрузочной стороной к проезду.
Под углом к проезду располагают по этой же причине протяжные, расточные, продольно-строгальные, продольно-фрезерные и др., рис. 37, б.
При планировке оборудования шлифовальные и заточные станки выделяют в самостоятельную группу, располагая ее в помещении, отдельном от остальной части цеха стеклянной перегородкой. Помещение оборудуется мощной приточно-вытяжной вентиляцией.
Оборудование и рабочие места для обработки прецизионных деталей так же, как и кардинатно-расточные станки должны быть расположены в отдельных помещениях, где можно поддерживать температуру и влажность воздуха нормальными.
Расстояние между станками и от станков до элементов конструкции здания определяются по данным табл. 51 и в соответствии с рис. 38.
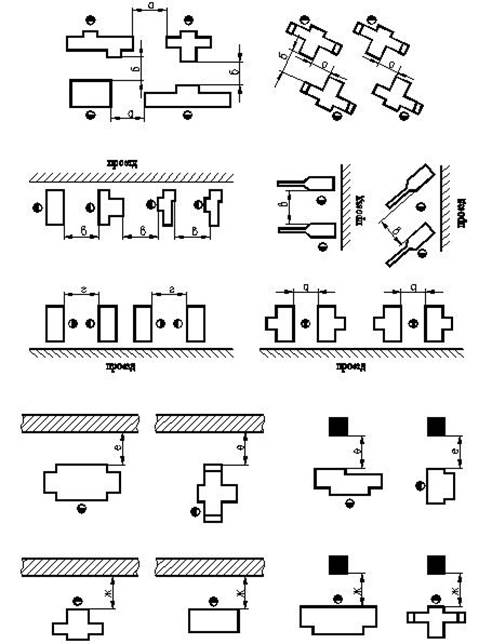
Рис. 38. Схемы к нормам расстояний между станками
Таблица 51
Нормы расстояний между станками и от станков до стены и колонн
|
Расстояния |
Нормы расстояний между станками при их размерах, мм |
|||||
|
До 1800 х 800 |
До 4000 х 2000 |
До 8000 х 4000 |
До 16000 х 6000 |
|||
|
Между станками по фронту «а» |
700 |
900 |
1500 |
2000 |
||
|
Между тыльными сторонами станков «в» |
700 |
800 |
1200 |
1500 |
||
|
Между станками при поперечном расположении к проезду |
При расположении станков «в затылок» «в» |
1300 |
1500 |
2000 |
--- |
|
|
При расположении станков фронтом друг к другу и обслуживаемых одним рабочим |
одного станка «г» |
2000 |
2500 |
3000 |
--- |
|
|
двух станков «д» |
1300 |
1500 |
--- |
--- |
||
|
От стены |
тыльной или боковой стороны станка « l» |
700 |
800 |
900 |
1000 |
|
|
или колонн здания до |
фронта станка « ж » |
1300 |
1500 |
2000 |
--- |
|
Станки по отношению друг к другу могут располагаться фронтом «в затылок» и тыльными сторонами. При расположении станков вдоль оси пролета «тыльная» схема обеспечивает эффективное использование производственной площади участка.
При размещении станков в поточных линиях нормы расстояний между оборудованием можно принимать выше указанных, однако, дополнительно нужно учитывать нормы расстояний между поточными линиями станков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.