|
Наименование оборудования |
Модель, марка |
Размеры в плане, м |
Краткая характеристика |
|
|
длина |
ширина |
|||
|
Агрегат для травления, обезжиривания и пассивирования кабин и оперения грузовых автомобилей и строительных машин |
Л-301 |
12,53 |
4,78 |
Установка проходная, четырехсекционная, имеет приспособление для сушки изделий на выходе, оборудована подвесным конвейером непрерывного действия. Разработчик – Гипроавтотранс. |
|
Окрасочная камера |
7008 |
9,80 |
5,74 |
Проходная, с вертикально направленным потоком воздуха. Позволяет вести окраску автомобилей и строительных машин на пневмоходу. |
|
Окрасочная камера |
Л-104 |
9,42 |
6,41 |
Для окраски кабин, оперения, проходная с подвесным конвейером непрерывного действия, имеет вертикально направленный поток воздуха |
|
Окрасочная камера |
Л-106 |
13,50 |
6,20 |
То же при двухслойном нанесением грунта с промежуточной естественной сушкой |
|
Окрасочная камера |
ПЛ-21247 |
6,67 |
3,98 |
Для изделий размером 1000х1000х1600 мм. Проходная, с поперечно направленным воздухом, оборудована монорельсом |
|
Окрасочная камера |
ПЛ-21244 |
5,67 |
3,50 |
Для изделий размером 1000х630х630 мм. Проходная, окраска изделия на подвесном конвейере (монорельсе) |
|
Окрасочная камера для окраски машин в сборе |
НО-43670 |
13,00 |
7,800 |
Проходная, с вертикально направленным потоком воздуха, с рабочей канавой |
Сушка лакокрасочных покрытий.
Применяются следующие способы сушки: естественная, конвекционная, терморадиационная, индукционная.
Новые перспективные способы сушки: ультрафиолетовым облучением и электронно-лучевая сушка.
Естественная сушка применяется для быстросохнущих лакокрасочных материалов. Температура в помещении должна быть 18¸300 С, абсолютная влажность менее 30 г/м3, при температуре изделия, на 50 С превышающей температуру точки росы данной атмосферы.
Конвекционная сушка производится в сушильных камерах потоком горячего воздуха или газа. Тепло при этом способе сушки идет от верхнего слоя лакокрасочного покрытия к металлу, таким образом, в начале процесса сушки образуется верхняя корка, которая препятствует удалению летучих компонентов и тем самым замедляется процесс сушки. Наблюдаются разрывы корки, рис. 33 а.
Таблица 47
Режимы конвекционной сушки
|
Виды лакокрасочных покрытий |
Температура сушки, 0С |
Продолжительность сушки |
|
Грунты: -масляные и глифталевые; -фенольные. Шпатлевки эпоксидные Эмали: меламиноалкидные -МЛ-12 -МЛ-197 пентафталевые глифталевые |
100-110 100-110 50 - 70 130 – 140 90 – 100 100 80 |
0,5 – 1,0 0,5 6 – 8 0,3 – 0,5 0,3 2,0 1,0 |
Терморадиационная сушка заключается в облучении детали инфракрасными лучами, в результате металл детали нагревается и сушка распространяется к поверхностным слоям покрытия, рис. 33 б.
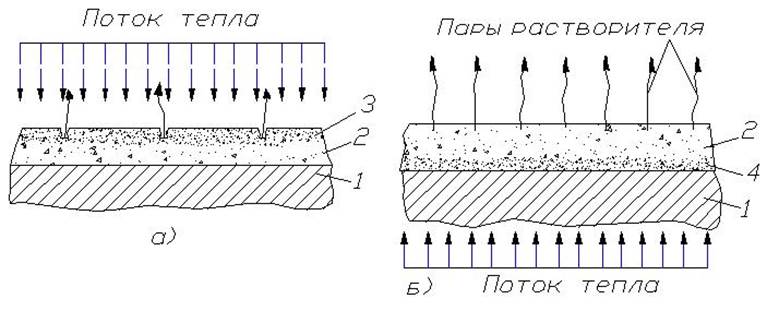
Рис. 33. Схема образования лакокрасочного покрытия при сушке:
а – конвекцией (горячим воздухом); б – терморадацией; 1 – изделие; 2 – незасохший слой; 3 – морка; 4 – высыхающий слой
Источниками инфракрасного облучения могут быть трубчатые или панельные теплоэлектронагреватели (ТЭНы), лампы накаливания или газовые горелки.
При индукционной сушке нагрев окрашиваемой детали осуществляется вихревыми потоками высокой или промышленной частоты. Для этого в сушильных камерах устанавливаются индукторы, изготовленные по форме окрашиваемого изделия. Здесь, как и в терморадиационной сушке, слои краски прогреваются от металла к наружной поверхности, т.е. в наиболее благоприятном направлении.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.